


想了解我们的哈尔滨定制DN500球墨铸铁管的供货商产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:哈尔滨定制DN500球墨铸铁管的供货商的图文介绍

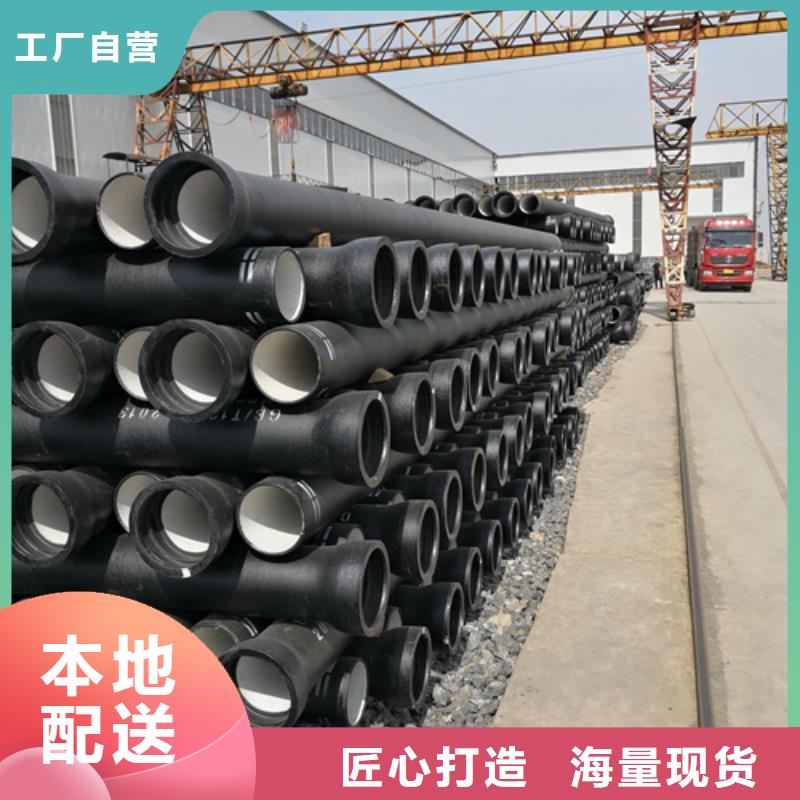
球墨铸铁管接口漏水怎么办常见的漏水主要是管线接头处。原因较多,主要有以下几种因素:a、 球墨管没有装到位或是安装倾斜角度超过标准(DN80-150:5°、DN200-300:4°、DN350-600:3°、DN700-800:2°)。可检查插口处喷印的安装线,确认是否按要求安装。b、 球墨管承口椭圆,胶圈起不到密封作用。c、 球墨管将胶圈顶翻,胶圈损坏,起不到密封作用。d、 球墨管承口处有杂物粘附,未清理干净,胶圈起不到密封作用。e、 胶圈质量不好,受压后不能恢复弹性,起不到密封作用。管子或胶圈径向尺寸不合格,或不能相互配套,造成密封性差。处理办法:对上述情况应逐一进行核认,是a、c、d项者可重新正确安装,是b项者可更换合格产品或进行校园,是e、f项者更换合格产品。若不能更换时,可采用球墨哈夫节(承口用)处理。还有一种漏水是管子与管件接头处或管件本身,原因同管线接头漏水,处理办法也相同。不同点是当由于管件本身损坏造成漏水时,轻微渗水可焊接处理,严重漏水时可用水泥完全覆盖进行防护处理。


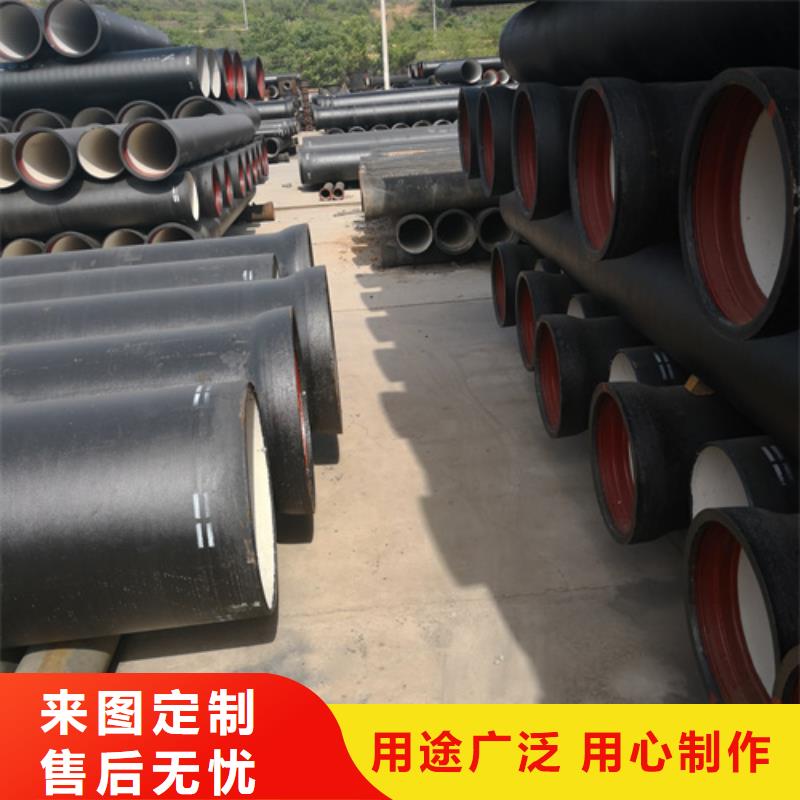
球墨铸铁管件母体端部设有承接宽口或法兰盘,其特征在于:管件母体的内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,聚氯乙烯或聚乙烯内衬涂层对应承接宽口的一端位于承接宽口的内边界处,或法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与管件母体内壁的内衬涂层连续过渡。用于与CN7U公开的球墨铸铁管配套使用,符合饮用水标准,内衬层不易脱落,保证与管材的密封效果,增强耐腐蚀性和抗冲击性,提高安装效率。 1、由于球墨铸铁管件母体内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,则与CN7U公开的球墨铸铁管配合,实现管路内表面光洁度高,管路内径空间放大,在同等用水量的基础上降低铺设管径,实现投入成本的降低,同时有效的解决了传统球墨铸铁管管件不易附着衬层、养生时间过长且受地域环境影响的问题,克服了附着力不强、衬层易脱落及衬层脱落造成管线及计量表的堵塞的缺陷。 2、为了适应管件的结构和使用环境,内衬涂层厚度设为1500—2400微米,超过了CN7U公开的球墨铸铁管件内聚氯乙烯或聚乙烯内衬涂层的厚度,以此增强了管件的耐腐蚀性和抗冲击性。 3、由于内衬涂层对应承接宽口的一端位于承接宽口的内边界处,留出了承接宽口内放置密封胶圈的空间,保证了管件连接的密封性。 4、由于法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与球墨铸铁管件母体内壁的内衬涂层连续过渡,替代了在法兰管件连接过程中在其侧面放置的密封垫,在保证了密封效果的情况下,简化了安装步骤,节省了安装时间,同时聚氯乙烯或聚乙烯内衬涂层的耐腐蚀性能加强了密封效果,达到了双层保护的目的。




[城市鹏瑞管业有限公司(长沙分公司)专业从事 T型离心球墨铸铁管的研究、销售及售后为一体的综合型企业。一直以来,公司在发展中不断完善生产管理,扩大生产规模,拥有一批高素质的专业人才及完 善的生产配套设备,公司遵循“质量立企、诚信为本、信誉至上”的经营理念,以“企业发展、员工成长”为企业文化,以“以人为本、、专业创新、客户满意”为质量方针,发扬“敬业、创新、沟通、拼搏”的企业精神,持续进行技术创新和管理创新,积j i参与国际竞争与合作,力争长期保持行业之魁 !


山东鹏瑞管业球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广。在材质竞争中,提高铸铁的强度、增加强韧性、内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理!1. 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤0.01%,我国条件下,目标位为S≤0.02%,锡柴和常柴可达到S≤0.015%。包底Na2CO3冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。脱硫剂分CaC2系和CaO两大类。CaC2脱硫效果好,可将硫由0.04~0.06%降至0.01%以下,浮渣呈颗粒状易于去除,只是它的价格贵、熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮、防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在60~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为30~50%,此时脱硫渣呈熔融状。




