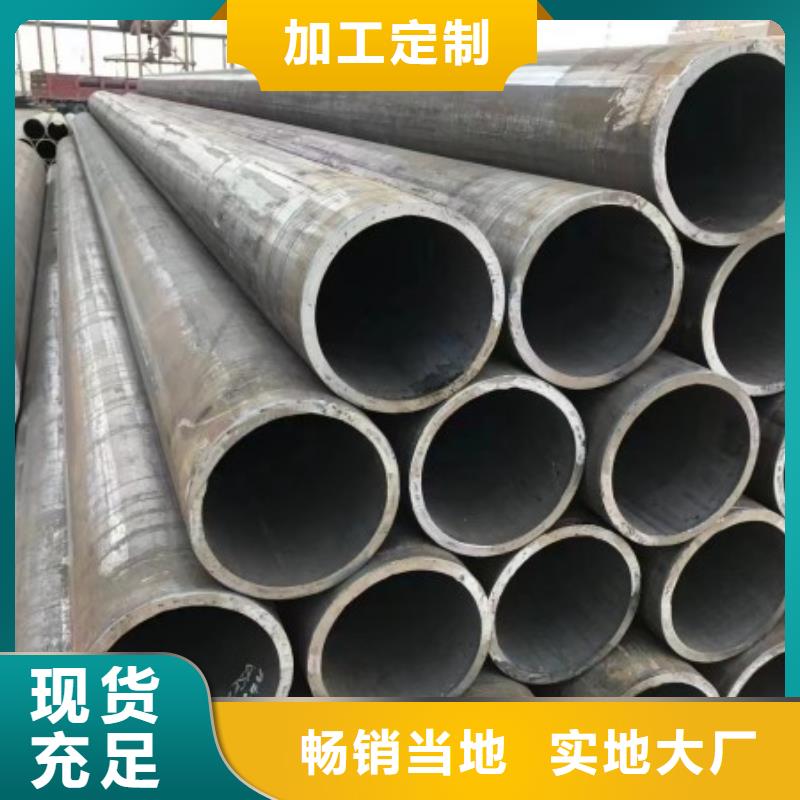


西藏无缝钢管生产工艺
①热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
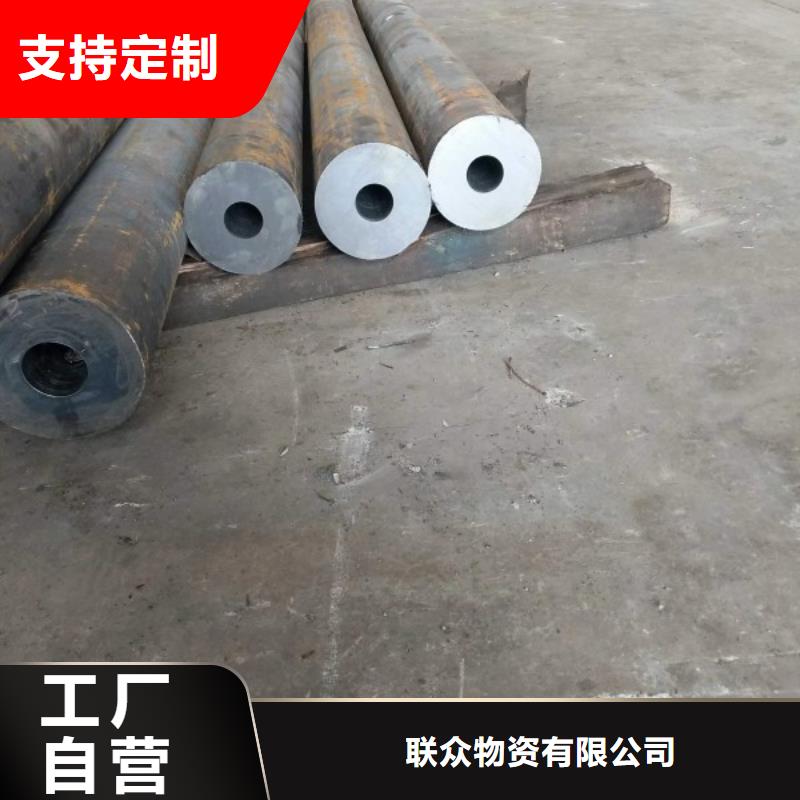
②西藏无缝钢管冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
西藏无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。
西藏无缝钢管表面质量检查:
①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。
②无损探伤检查:
a. 超声波探伤UT:
对于各种材质均匀的材料表面及内部裂纹缺陷比较敏感。
标准:GB/T 5777-1996 级别:C5级
b. 西藏无缝钢管涡流探伤ET:(电磁感应)
主要对点状(孔洞形)缺陷敏感。 标准:GB/T 7735-2004
级别:B级
c. 磁粉MT和漏磁探伤:
磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。
标准:GB/T 12606-1999 级别: C4级
d. 电磁超声波探伤:
西藏无缝钢管不需要耦合介质,可以应用于高温高速,粗燥的钢管表面探伤。
e. 渗透探伤:
荧光、着色、检测钢管表面缺陷。
西藏无缝钢管
中国船级社材料与焊接规范——中国船级社(CCS)
挪威船级社(DNV)规范——挪威船级社(DNV)
英国劳氏船级社(LR)规范——英国劳氏船级社(LR)
德国劳埃德船级社(GL)规范——德国劳埃德船级社(GL)
美国船级社(ABS)规范——美国船级社(ABS)
法国船级社(BV)规范——法国船级社(BV)
意大利船级社(RINA)规范——意大利船级社(RINA)
日本船级社(NK)规范——日本船级社(NK)
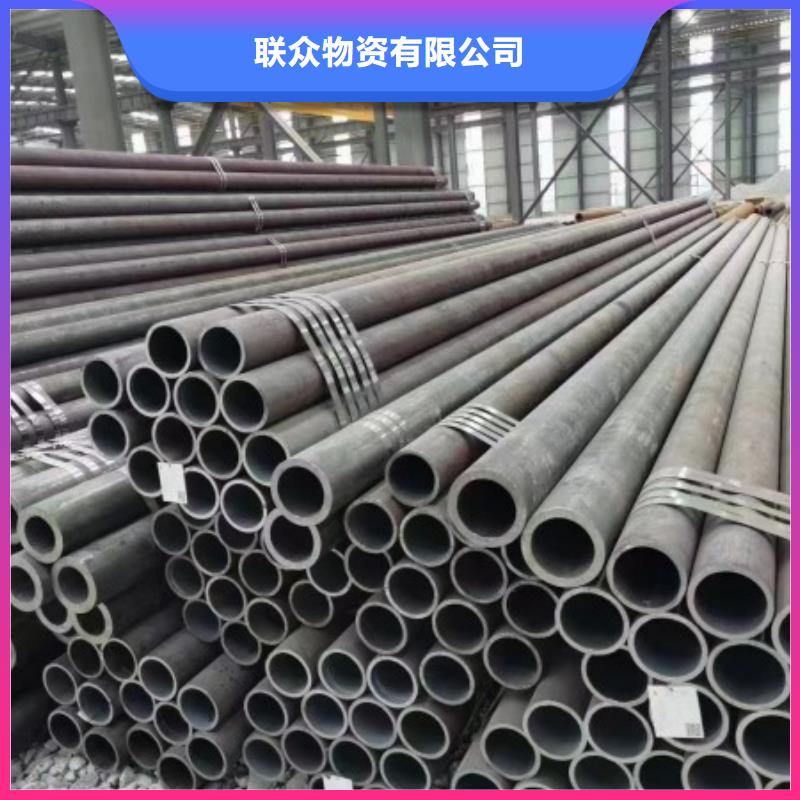
是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝管。碳素钢无缝管管壁工作温度不超过450℃,合金钢无缝管管壁工作温度超过450℃。
西藏无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热以热处理状态交货。低中压锅炉用无缝管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。
西藏无缝钢管用优质碳素结构钢热轧或冷轧(拨)无缝管。主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。
无缝管理论计算公式:
(外径–壁厚 )×壁厚 ×0.02466= 无缝管每米的重量{公斤}
