
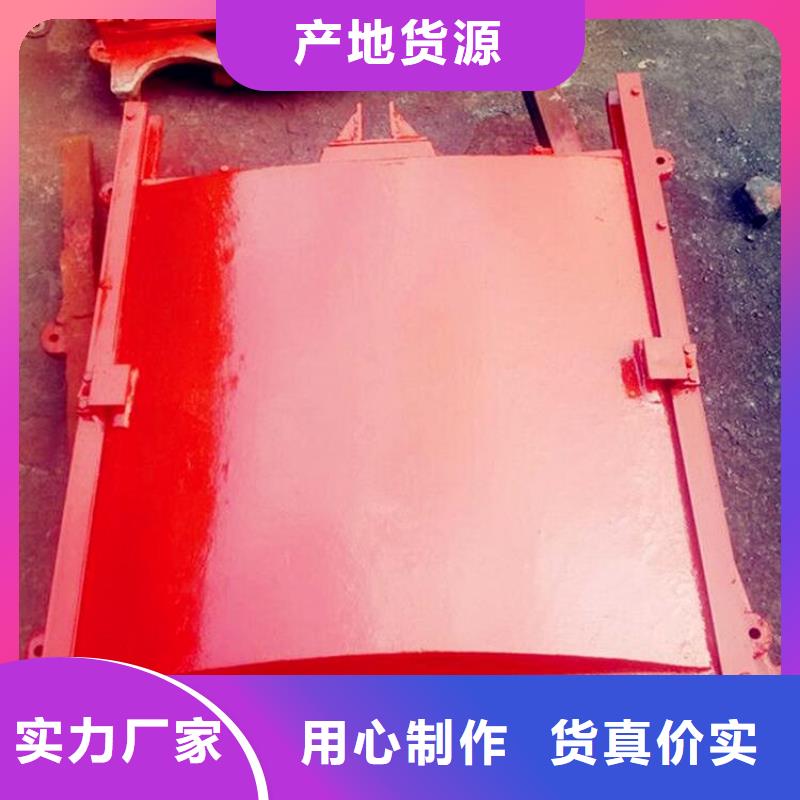


正确延长闸门的使用寿命有哪些方法:
1、要注意闸门表面层的保养维护
在使用闸门的时候,很多人都会将闸门与铸铁闸门相比较,在感慨铸铁闸门的操作困难的同时,也会对闸门存在有一定的想法。而闸门在进行使用的过程中,是会存在有诸多的便利与实际。只是,想要在自然的侵袭之下完整的保护它,就要注重细节上的维护了。及时的保养,并且尽量的避免设备的表面层被一些化学物质或是一些污渍所腐蚀,以免影响到正常的使用,导致设备受到损坏。
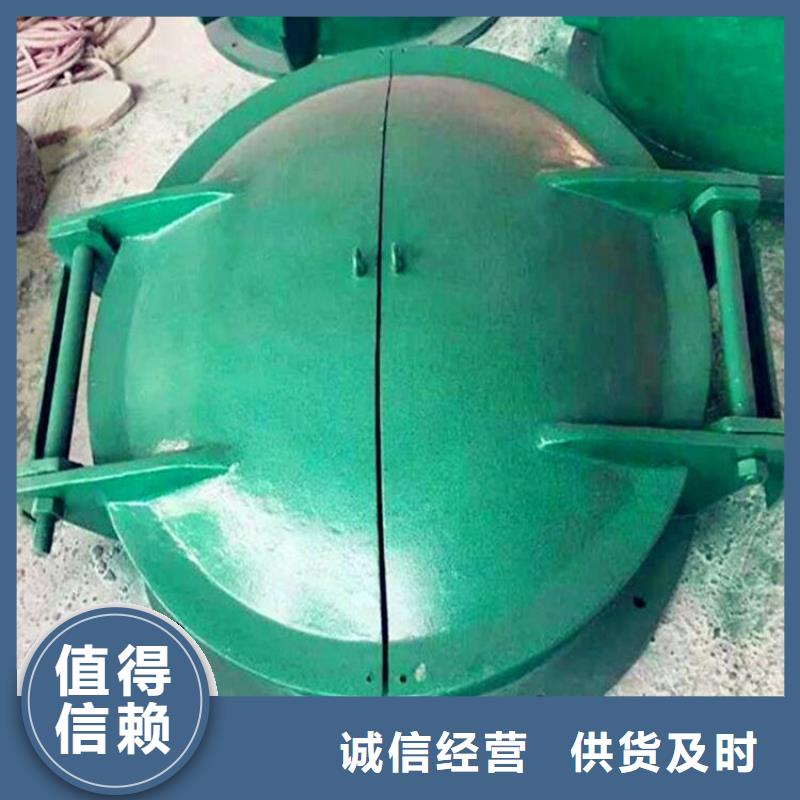
2、闸门需要定时的进行保养
我们在使用任何物件的时候,都是会希望它可以长久的陪伴我们,延长老化的时间。闸门也一样,在使用的时候,要注重及时的保养维护,并且尽量的保持合适的规律,有助于设备的操作价值,并且在进行维护的过程中也可以适当的添加一些润滑剂,及时的解决掉设备运行中噪声过大的问题。



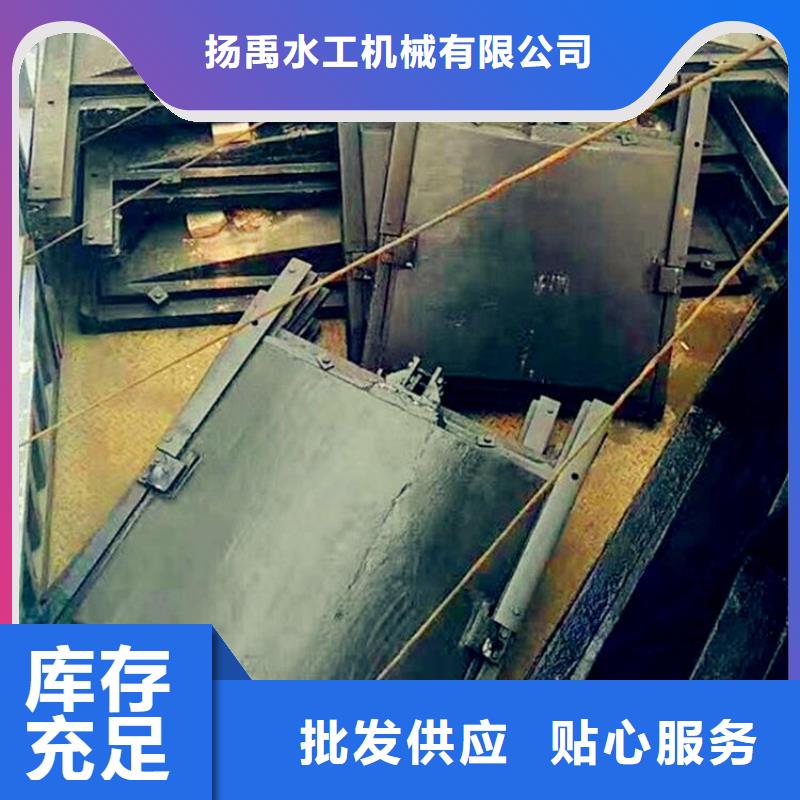
铸铁闸门各工序间的时间间隔
喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。
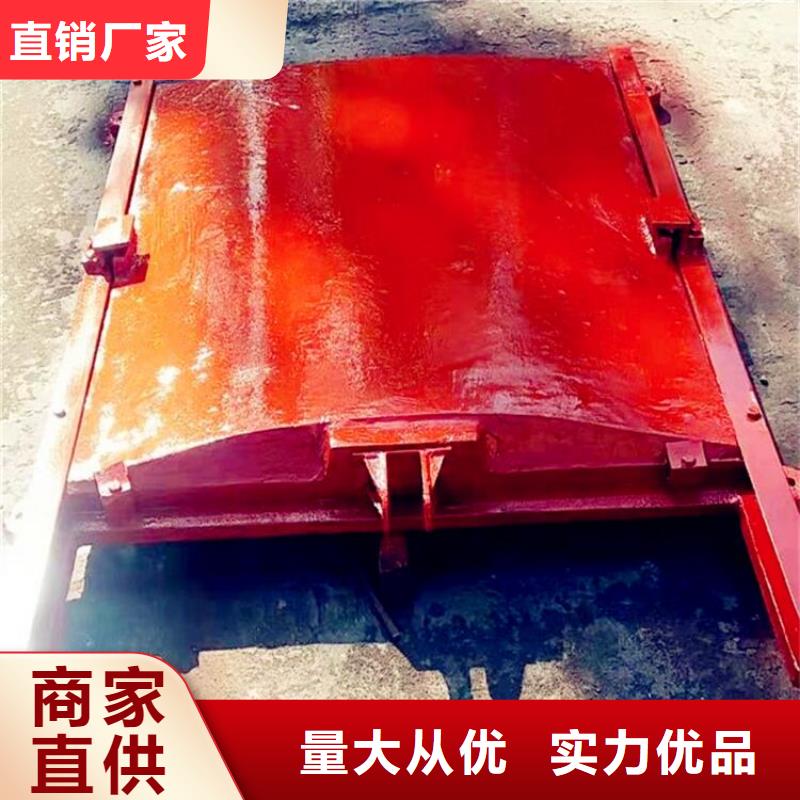
3.4喷涂距离与角度
喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。
3.5涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。




良好的社会信誉让我们在过去的十几年间发展壮大,成就了今天具有一定规模和生产实力的 螺杆启闭机生产厂家。于此,河畔水利机械厂(漳州分公司)更加注重塑造和维护良好的企业形象,始终坚持诚信经营、优质服务的经营理念,优质、开拓创新的企业精神服务于每位客户,与客户达成了良好的合作关系。我们在全国建立起了一个庞大的销售网络,但有所需,我们将竭诚为您服务并保证让您满意 。

