








201不锈钢复合管的详细介绍
精选好货现货直发

在激烈的 201不锈钢复合管市场竞争中,凭借良好的合作关系公司茁壮发展,在持续改进、追求卓越不断进取、不断满足的信念,鑫海达金属制品有限公司(扬州分公司)在不断创新中求发展,个人靠创新精神求进步,日积月累,量变到质变,每天的一小步,就是企业将来的一大步,点滴的汇集,使公司成长的实力雄厚的 201不锈钢复合管企业。 公司可为用户订做各种特殊规格,特种材质 201不锈钢复合管,交货及时,价格低,质量优,节假日照常营业、并可汽运、火运,量大可以在厂直接发货。



铬镍不锈钢焊条具有良好的耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造等行业。为防止受热引起晶间腐蚀,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,层间冷却快,焊道窄为宜。
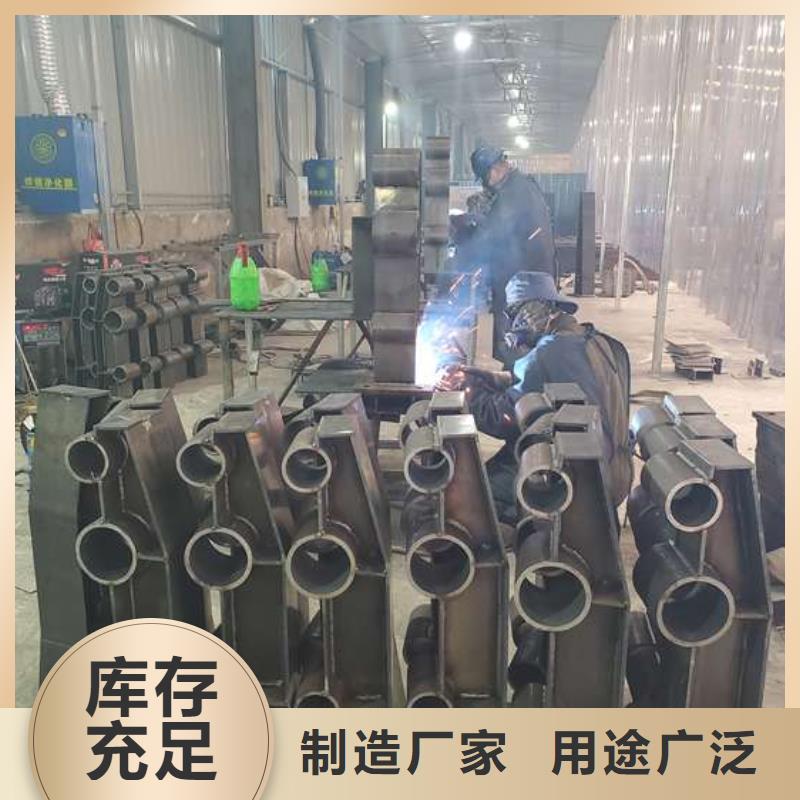
不锈钢复合管护栏焊接要点及注意事项
首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极)
一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。)
保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。
从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。
风和通风。在有风的区域,应采取措施堵塞网,并在室内采取适当的通风措施。





鑫海达金属制品有限公司(扬州分公司)-产品理念专业:专业设计制造生产 201不锈钢复合管多个系列,50余种产品。设计:高级工程师设计制造,专业力学设计计算,可根据客户要求定做特种型号 201不锈钢复合管。制造:国际先进制造工艺,质保体系完备,通过ISO9001质量体系认证,A级制造资质,保证品质卓越。安装:具有10年 201不锈钢复合管的安装维修经验的专业团队,专业化科学化,所有安装人员持证上岗。服务:24小时应急服务电话,随时解答疑难问题,全国34个专业维修服务网点。产品:以“品质”“”“信心”“保险”为服务宗旨。承诺:所有 201不锈钢复合管产品均有品质保证,为了让客户更加放心使用产品,我们努力做到尽善尽美。

