







(1)规格:螺旋钢管的规格要求应在进出口贸易合同中列明。一般应包括标准的牌号(种类代号 )、钢筋的公称直径、公称重量(质量)、规定长度及上述指标的允差值等各项。我国标准推荐公称直径为8、10、12、16、20、40mm的螺旋钢管系列。供货长度分定尺和倍尺二种。我国出口螺纹钢定尺选择范围为6~12m,日本产螺纹钢定尺选择范围为3.5~10m。(2)外观质量:①表面质量。有关标准中对螺纹钢的表面质量作了规定,要求端头应切得平 直,表面不得有裂缝、结疤和折迭,不得存在使用上有害的缺陷等;②外形尺寸偏差允许值 。螺纹钢的弯曲度及钢筋几何形状的要求在有关标准中作了规定。如我国标准规定,直条钢筋的弯曲度不大于6mm/m,总弯曲度不大于钢筋总长度的0.6%。钢管相关术语编辑 语音尺寸A、公称尺寸:是标准中规定的名义尺寸,是用户和生产企业希望得到的理想尺寸,也是合同中注明的订货尺寸。B、实际尺寸:是生产过程中所得到的实际尺寸,该尺寸往往大于或小于公称尺寸。这种大于或小于公称尺寸的现象称为偏差。C、米重:每米重量=0.02466*壁厚*(外径-壁厚)
壁厚不均钢管壁厚不可能各处相同,在其横截面及纵向管体上客观存在壁厚不等现象,即壁厚不均。为了控制这种不均匀性,在有的钢管标准中规定了壁厚不均的允许指标,一般规定不超过壁厚公差的80%(经供需双方协商后执行)。椭圆度在圆形钢管的横截面上存在着外径不等的现象,即存在着不一定互相垂直的外径和小外径,则外径与小外径之差即为椭圆度(或不圆度)。为了控制椭圆度,有的钢管标准中规定了椭圆度的允许指标,一般规定为不超过外径公差的80%(经供需双方协商后执行)。弯曲度钢管在长度方向上呈曲线状,用数字表示出其曲线度即叫弯曲度。标准中规定的弯曲度一般分为如下两种:A、局部弯曲度:用一米长直尺靠量在钢管的弯曲处,测其弦高(mm),即为局部弯曲度数值,其单位为mm/m,表示方法如2.5mm/m。此种方法也适用于管端部弯曲度。B、全长总弯曲度:用一根细绳,从管的两端拉紧,测量钢管弯曲处弦高(mm),然后换算成长度(以米计)的百分数,即为钢管长度方向的全长弯曲度。例如:钢管长度为8m,测得弦高30mm则该管全长弯曲度应为:0.03÷8m×=0.375%
在塑性范围和直至规定强度(规定非比例延伸强度、规定总延伸强度和规定残余延伸强度)应变速率不应超过0.0025/s。”。这里面有一个很关键的问题,就是应力速度与应变速度的切换点的问题。 是在弹性段结束的点进行应力速度到应变速度的切换。在切换的过程中要保证没有冲击、没有掉力。这是拉力试验机的一个非常关键的技术。
其次是引伸计的装夹、跟踪与取下来的时机。对于包头流体管的拉伸的试验,如果要求取 力下的总伸长(Agt),那么引伸计就必须跟踪到 力以后再取下。对于包头流体管等拉断后冲击不大的试样,引伸计可以直接跟踪到试样断裂;但是对于拉力较大的试样, 的办法是试验机拉伸到 力以后开始保持横梁位置不动,等取下引伸计以后在把试样拉断。有的夹具在夹紧试样的时候会产生一个初始力,一定要把初始力消除以后再夹持引伸计,这样引伸计夹持的标距才是试样在自由状态下的原始标距。
能够这么做试验的包头流体管不多,请您在选购和使用的时候注意这几点。
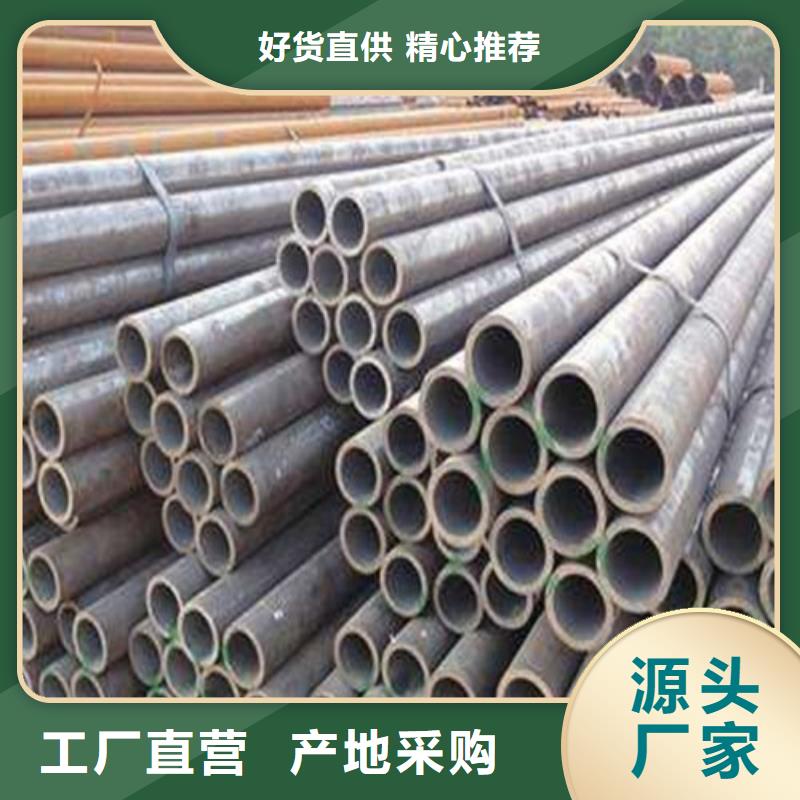
流体管是一种具有中空截面,从头到尾的没有焊缝的钢管。钢管具有中空截面,大量用作输送流体的管输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
直缝焊钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
