


想要直观了解广安1万吨钢板仓厂家产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:广安1万吨钢板仓厂家的图文介绍

钢板库 是一百多年前在国外得到广泛应用的,我国钢板仓技能起步较晚。1982年,从美国引入镀锌波纹板装配式钢板仓,钢板仓是国内呈现的早的现代化钢板仓群。开展到现在,我国的钢板仓也有了必定的规划。
1.出料孔在廊道正上方,简单排除毛病和修理。
2.单区流化棒长度在5米左右,中心没有接头,毛病率低,且相同风量充气压力高,利于下料。
3.当某一区毛病时能够暂时从其它区出料,不影响出产。
4.下料视点大,力量和重力下料相结合,出料流通,出库率高,包管质料即便长时间贮存仍能

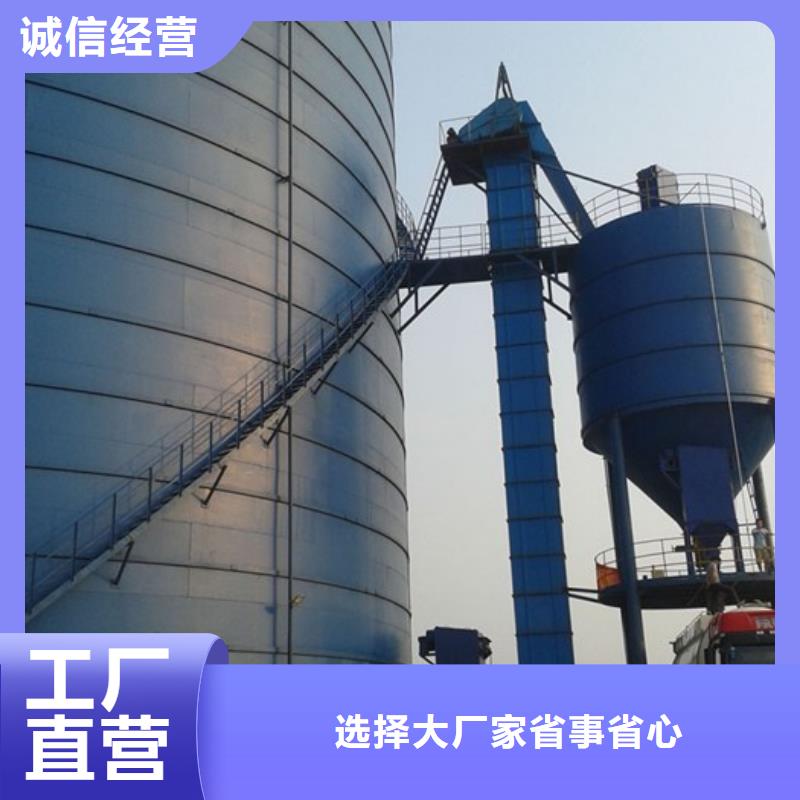
大型钢板仓、大型钢板库结构形状及尺寸
大型钢板仓、大型钢板库设计先进:以外形及内部构造20多项 科学的设计理念,结构独特:钢板仓、钢板库库体为圆柱形,钢板仓、钢板库基础为圆台桶型。库体直径可以设库底外形是下凹的,采用内聚反浮力无桩自浮(锲力增压)原理,在不同气候条件与地质构造下,其设计参数有所不同。库底为筏板型,为设计结构防水(不是人工做防水层),库底向下多孔出料。避免了水的渗入,可以防水、防潮、板结、抽芯。
钢板仓、钢板库环向联接的方式采用物理咬合,库体采用环向板对接的方式,同时在钢板联接处增设加强板或型钢,降低了库壁钢板的应力状态,改善了库壁钢板受力情况
大型钢板仓、大型钢板库设计先进:以外形及内部构造20多项 科学的设计理念,结构独特:钢板仓、钢板库库体为圆柱形,钢板仓、钢板库基础为圆台桶型。库体直径可以设库底外形是下凹的,采用内聚反浮力无桩自浮(锲力增压)原理,在不同气候条件与地质构造下,其设计参数有所不同。库底为筏板型,为设计结构防水(不是人工做防水层),库底向下多孔出料。避免了水的渗入,可以防水、防潮、板结、抽芯。
钢板仓、钢板库环向联接的方式采用物理咬合,库体采用环向板对接的方式,同时在钢板联接处增设加强板或型钢,降低了库壁钢板的应力状态,改善了库壁钢板受力情况


钢板仓确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。




粉煤灰钢板仓实力厂家、现货仓储、量大价优。大厂货源,质量稳定,24小时为您提供支持,以服务立口碑

