





抚州夹心瓦质量放心
铜川钢材进一步扩展就会成为疲劳裂纹,从而使零件疲劳强度下降。切削后表面层的硬化程度取决于金属在切削过程中强化、弱化和相变作用的综合结果。当切削过程中强烈变形起主导作用时,已表面就产生硬化;而当切削温度起主导作用时,往往引起工件表层硬度降低和相变。在中增大变形和摩擦都将加剧硬化现象,而较高的温度、较低的工件材料熔点则会减轻冷作硬化作用。残余应力对零件使用性能的影响残余应力是指在没有外力作用情况下零件内部为保持平衡而存留的应力。有混匀料场时,原的接受、储存环节放在料场进行,有时筛分熔剂、的准备环节也放在料场进行。是否设置热矿筛,应根据具体情况或试验结果、经比较技术经济指标后确定。机上冷却工艺不包括热矿破碎和热矿筛分环节。窑头罩是连接窑热端与流程中下道工序(如冷却机〉的中间体。燃烧器及燃烧所需空气经过窑头罩入窑。窑头罩内砌有耐火材料,在固定的窑头罩与回转的筒体之间有密封装置,称为窑头密封。窑尾罩是连接窑冷端与物料预设备以及烟气设备的中间体,其内砌有耐火材料。
抚州夹心瓦质量放心
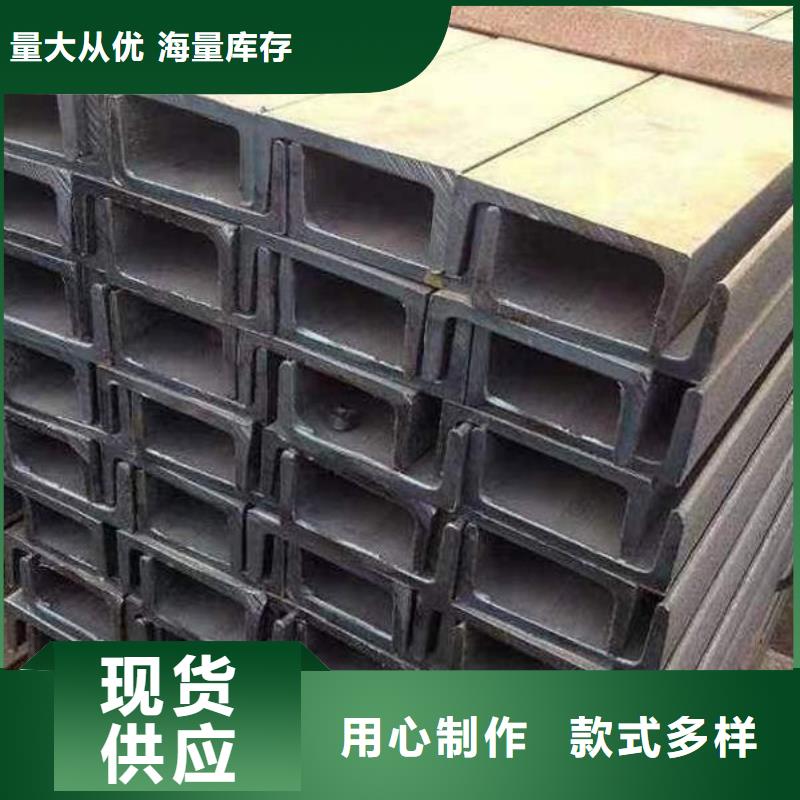
铜川角钢俗称角铁、是两边互相垂直成角形的长条钢材。有等边铜川角钢和不等边铜川角钢之分。等边铜川角钢的 两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如"∟30×30×3",即表示边宽为 30毫米、边厚为3毫米的等边铜川角钢。等边铜川角钢理论重量计算 钢材理论重量计算的计量单位为公斤( kg )。其为: W (重量, kg ) = F (断面积 mm2 )× L (长 度, m )×ρ(密度, g/cm3)× 1/1000 钢的 密度为: 7.85g/cm3等边铜川角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。等边铜川角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定铜川角钢不得有显著的扭转。
抚州夹心瓦质量放心
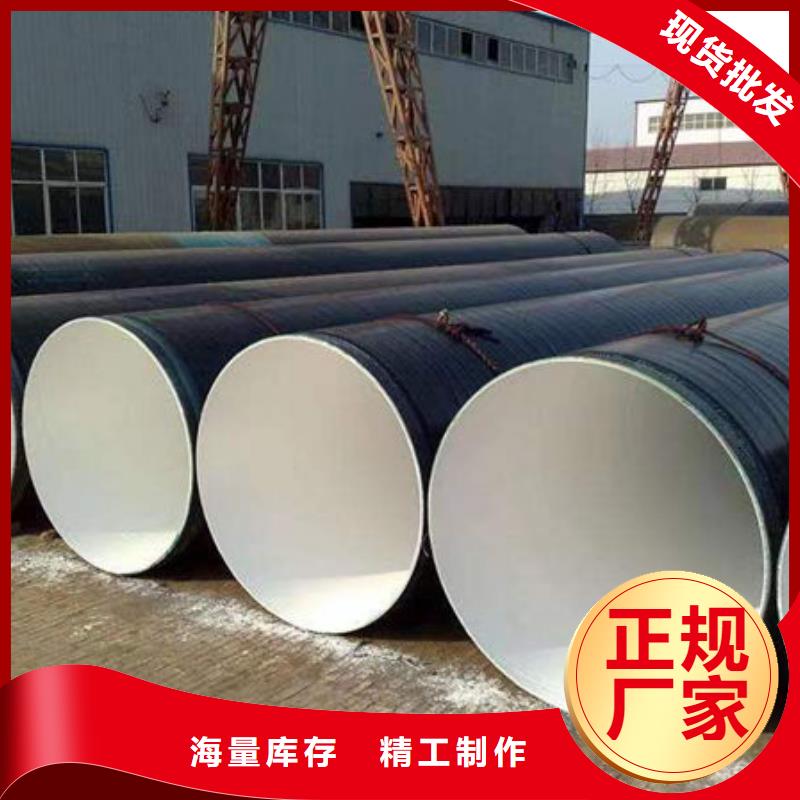
铜川螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。它有着近100年的历史,首先德国人于1885年发明二辊斜扎穿孔机,1981年又发明了周期扎管机;接着1903年瑞士人施蒂费尔发明自动扎管机(也称顶头式扎管机),开始形成近代铜川螺旋钢管工业;20世纪30年代由于采用了三辊扎管机,挤压机,周期式冷扎管机,改善了钢管的品种质量;60年代由于连扎管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了铜川螺旋钢管与焊管竞争的能力;70年代螺旋管与焊管钢材正并驾齐驱,世界铜川螺旋钢管产量以每年5%以上的速度递增;中国1953年后重视发展铜川螺旋钢管工业,已初步形成扎制各种大、中、小型管材的生产体系。
抚州夹心瓦质量放心
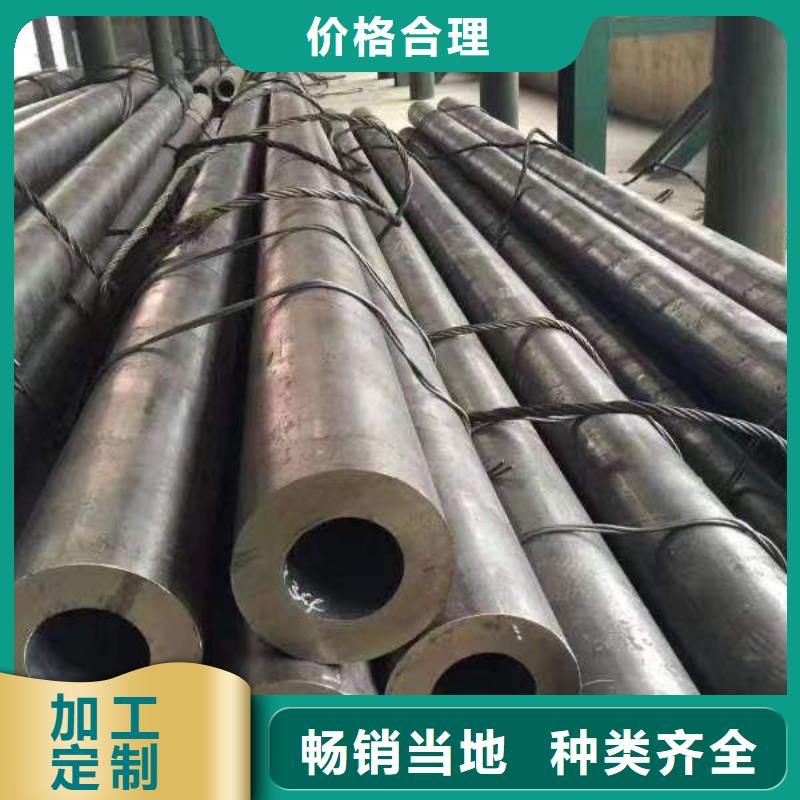
铜川线材轧制新工艺粗轧机组、中轧机组均为短应力线轧机呈平立交替布置每架轧机采用直流电机经组合齿轮箱单独传动立式轧机为上传动。这种轧机刚度大、轧制产品精度高、设备重量轻、换辊(换机架)时间短已成为目前世界上中小型轧机使用较多的一种主导机型。为改善轧件头尾温差大,对于奥氏体、高合金工具钢等难变形钢类钢材,轧件头尾温差直接影响轧制过程中的变形,同时要实现尺寸精度高,金相组织均匀的要求,为此该轧线的中轧机组前设置电感应加热炉控制温度(可补偿100℃一200℃),充分减少钢坯的头尾温差。脱头轧制也就是粗轧机组与中轧机组间不发生连轧关系,采用脱头轧制技术的典型特殊钢棒线材(高速工具钢、奥氏体、马氏体不锈钢、易切削钢)。
