





在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。替换新配件的质量合格。安装后呈现毛病的问题比较常见。在替换配件前,有些修补人员对新配件不做技能查看,拿来后直接安装到带锯床上,这种做法是不科学的。在替换新配件前一定要进行必要的查看测试,检测包含外观及功能测试,保证新配件无毛病,根绝其引起的不必要费事。
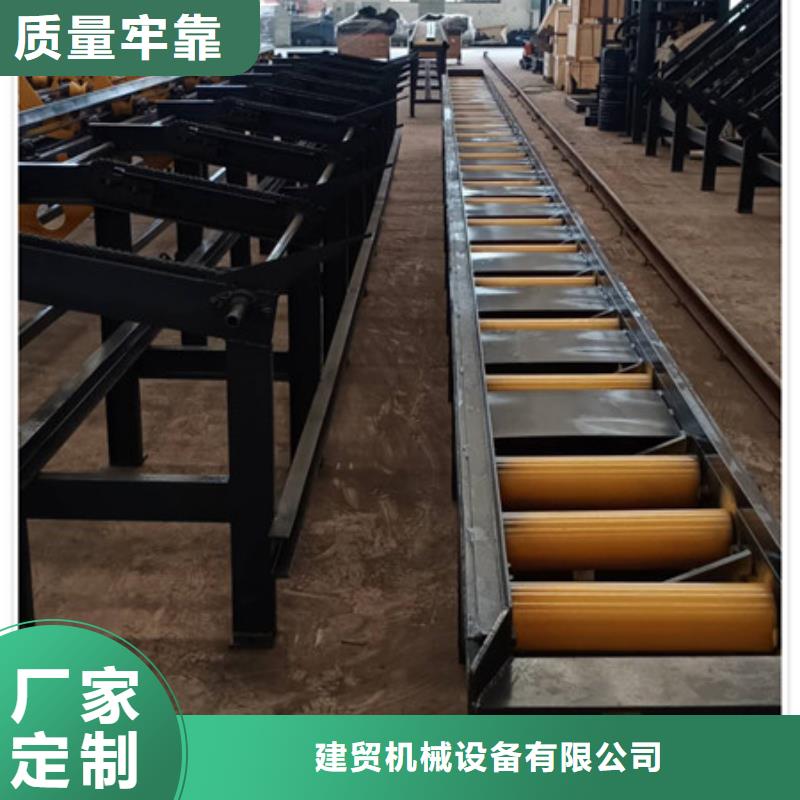
 建贸机械设备有限公司
建贸机械设备有限公司
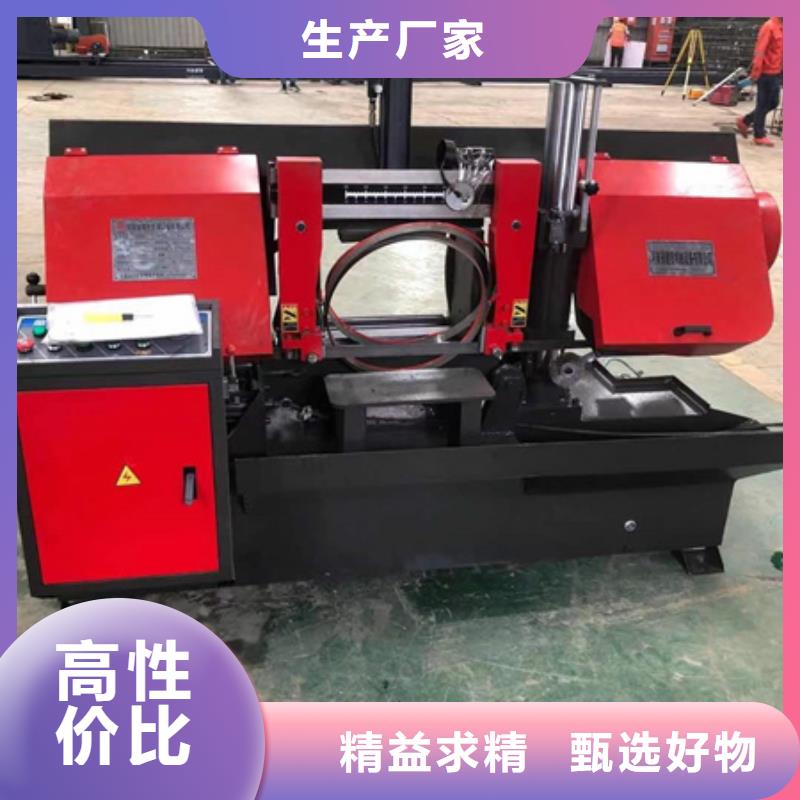
 韶关型材切割锯床本地正规大厂
韶关型材切割锯床本地正规大厂

锯弓应缓慢,不得冲击放下来时。在切割过程中严禁操作人员离开岗位,严禁戴手套。每班必须断开电源,打开护罩,取出带到锯轮附近的芯片,进行日常维护和清洁工作。 尤其需要注意的是:拆卸下来的螺丝钉一定要放在专门的盒内,以免丢失,装配后,盒内的东西应全部用上,否则装配不完整。带锯床切割精度的高低与带锯条有着直接的关系。首先新的带锯条要磨合,做磨合切削目的是为了锯齿在加工后余留的细误差。做到锯齿两侧向侧面凸出的分齿量相等,锋利的齿刃毛刺被自然磨除掉,已得到适合 切削的齿刃。其次带锯床进给量过大,使齿尖过早的大能量切削,锯齿负载过重被卷刃、钝化,分齿量也随之遭到损坏。在这种情况下,被钝化的锯齿,已经达不到锋利锯齿切削顺畅的能力,造成锯切时工件表面比较粗糙。
锯切精度低,但锯的稳定性取决于锯条的张力、锯条的长度、进给方向和导向装置。带锯机是带锯机的导向装置,它的作用是缩短锯条工作边的自由长度,提高锯条的刚性,减小锯条横向振动的幅度,使锯条保持平直。

