
我们精心制作的焊管为您精心挑选产品视频已经准备就绪,探寻焊管为您精心挑选产品背后的故事,视频带你走进精彩世界!
以下是:焊管为您精心挑选的图文介绍
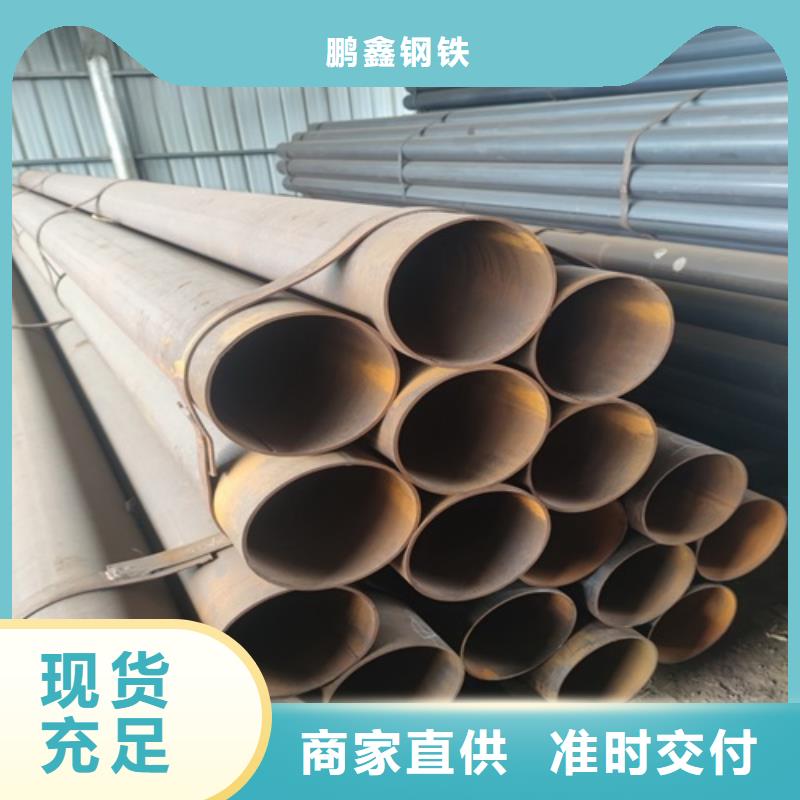
产品优势图


直缝焊管加工方式 1、锻钢:采用往复运动的锤的冲击力或压力机将坯料改成所需形状和尺寸的压力加工方法。 2、挤压:将金属放入封闭式挤压简中,在一端施加压力,从指定的模孔中挤压出金属,以获得相同形状和尺寸的成品的加工方法。它主要用于生产有色金属钢。 3、轧制:通过一对旋转辊的间隙(各种形状)使钢金属坯料通过的压力加工方法,由于辊的压缩,使材料截面减小,长度增加。 4、拉拔钢材:是将轧制的金属坯料(型材、管材、制品等)通过模孔拉拔成段以减少长度,主要用于冷加工。




Q345C焊管回火的种类 (一)低温回火(150-250度) 低温回火所得组织为回火马氏体。其目的是在保持淬火Q345C焊管的高硬度和高耐磨性的前提下,降低其淬火内应力和脆性,以免使用时崩裂或过早损坏。它主要用于各种高碳的切削刃具,量具,冷冲模具,滚动轴承以及渗碳件等,回火后硬度一般为HRC58-64。 (二)中温回火(250-500度) 中温回火所得组织为回火屈氏体。其目的是获得Q345C焊管高的屈服强度,弹性极限和较高的韧性。因此,它主要用于各种弹簧和热作模具的处理,回火后硬度一般为HRC35-50。 (三)高温回火(500-650度) 高温回火所得组织为回火索氏体。习惯上将淬火加高温回火相结合的热处理称为调质处理,其目的是获得强度,硬度和塑性,韧性都较好的综合机械性能。

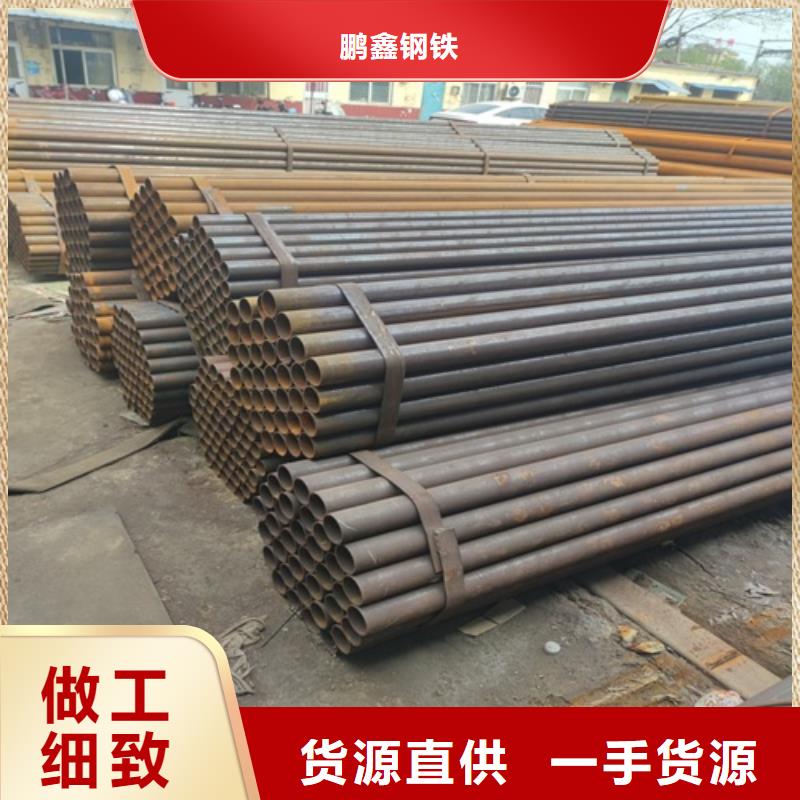
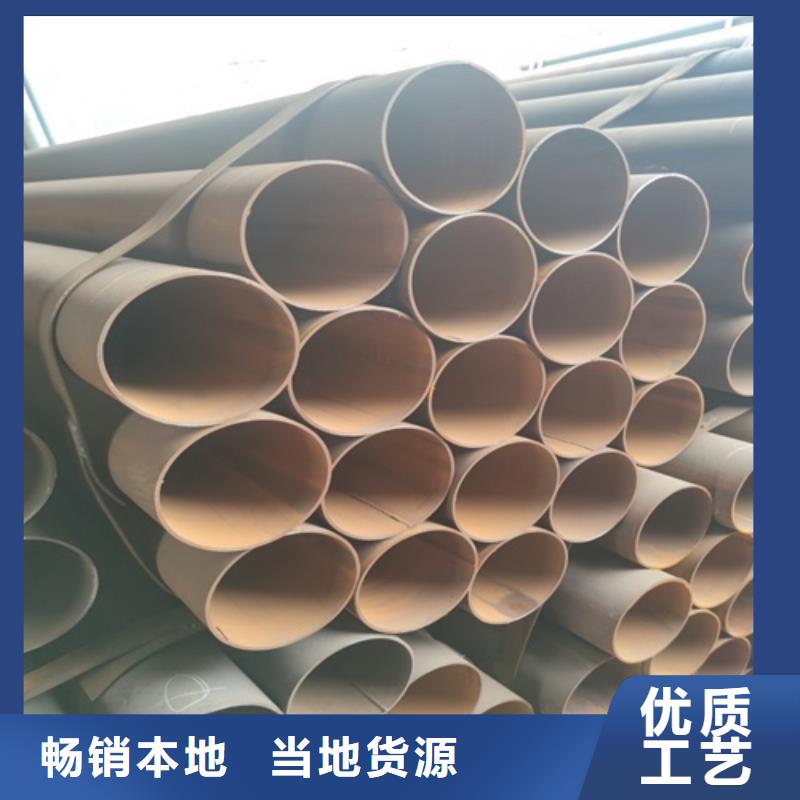
产品案例

公司实力

焊管焊缝质量指标 在进行焊接工作的过程中,务必要注意焊缝的质量。正常情况下,焊管的焊缝从外观上来看的话,其的单面焊缝外观成形良好,而且平滑整齐,熔宽及加强高等均符合相应的要求。此外,所产生的焊接缺陷明显要比手工电弧焊单面焊双面成形工艺出现缺陷的概率要低。 在对焊管焊缝的外观质量进行检查之后,还需要对焊缝内部焊接情况进行检查。通常是采用X射线探伤试验进行检测。这样可以更迅速且更准确的了解具体的焊接情况。在判断焊接质量的时候,还需要结合其的力学性能进行。这是因为采用不同的焊接工艺,终所得到的焊接成品的力学性能是不一样的。 比如我们可以选择一根焊管来进行对比试验。经检测,该焊管的壁厚为6 毫米,直径为325毫米。在采用对接焊工艺进行焊接的时候,手工电弧焊和CO2气体保护焊焊接所得到的接头的性能相近,通常是前者的性能略高于后者。究其原因,主要是因为该焊管的强度标准比较高。 同样在对这两种焊接工艺进行比较的时候,我们发现在焊接完成之后,焊管接头的金相组织基本相同,主要都是由铁素体和珠光体构成。不过,后者工艺的成型质量更为可靠一些。 相比较来说,在采用这种工艺对焊管进行焊接的时候,不仅操作更加简单,而且焊接的质量更有保证,焊接速度也更快,具有成本低效率高的优势,在生产中取得了良好的效果。

鹏鑫钢铁有限公司(凉山分公司)主要生产 无缝钢管等系列。几年来,公司不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的能力、管理水平、服务意识,始终处于水平。与时俱进,新高。严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与好评。诚信是金。人无信不立,商无信不远,站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于生产工序中,以质量赢得信誉,以信誉创造奇迹,正是由于这种信念使我们的产品达到了近乎于零的返修率。本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!

