




不要错过这部精心制作的【不锈钢轴承组合轴承0中间商差价】产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:【不锈钢轴承组合轴承0中间商差价】的图文介绍
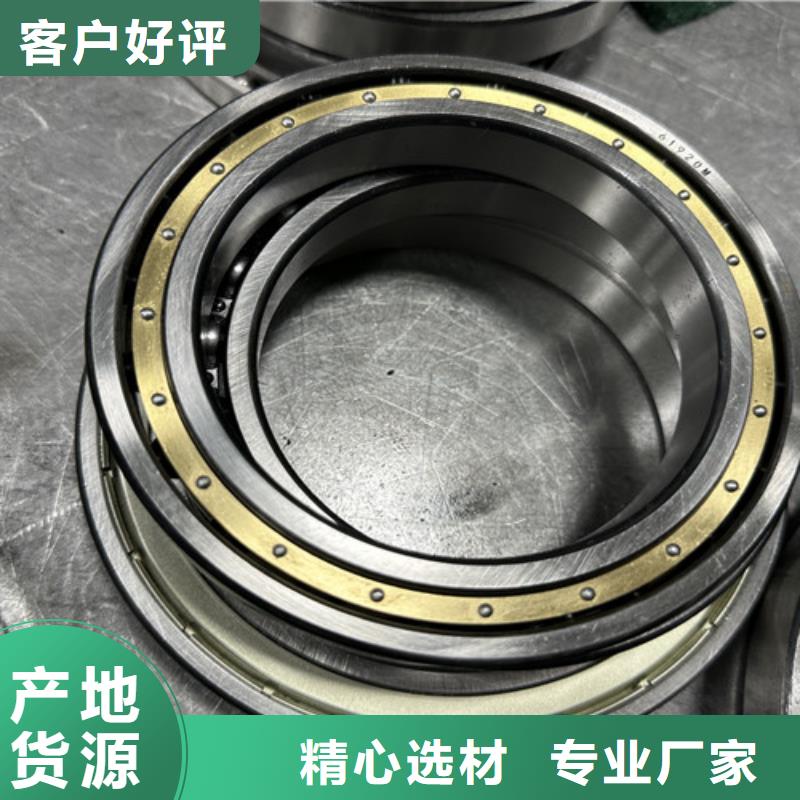
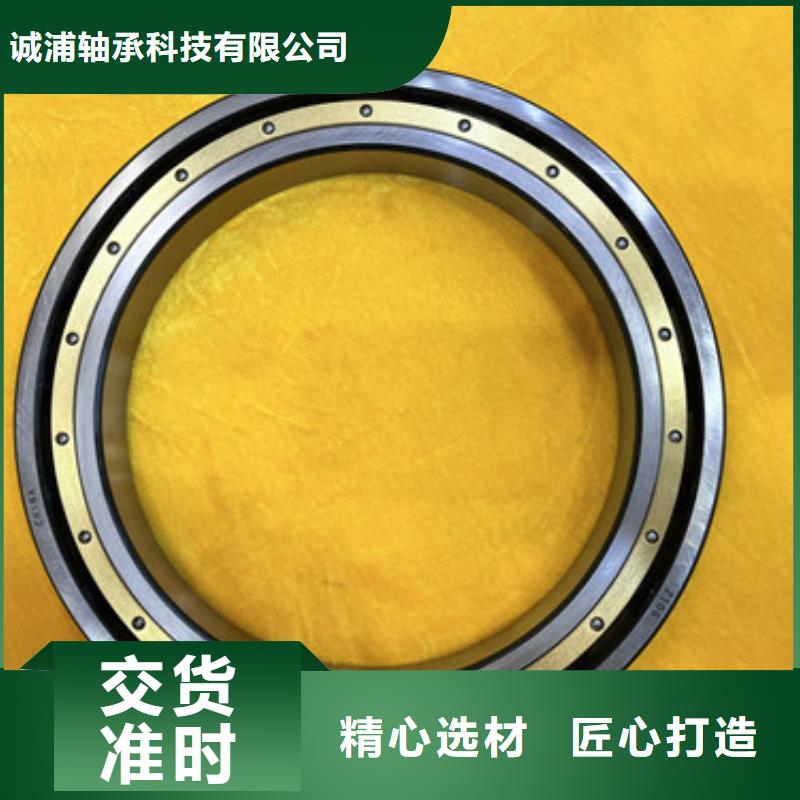
濮阳诚浦轴承科技是 非标深沟球轴承、深沟球轴承、轴承厂家、机械轴承厂家产品专业生产加工的公司,拥有完整、科学的质量管理体系。
濮阳诚浦轴承科技的诚信、实力和 非标深沟球轴承、深沟球轴承、轴承厂家、机械轴承厂家产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。


不锈钢轴承控制器???
1、?外壳采用标准铝合金机箱,上盖可以向后抽出,便于维护和检修。面板装有温度数显表、电压表、转速表以及控制开关和调节旋钮等,供操作者操作使用。???
2、?电气原理:搅拌控制电路的电子元件均组装在一块线路板上,采用双闭环控制系统,具有调速精度高、转速稳定、抗干扰能力强等特点,并且具备限制超速、过流等完善的保护功能,调节“调速”?旋钮即可改变直流电机的直流电压,从而改变电机的转速,达到控制搅拌速度的目的。??
3、?加热电路中采用固态继电器(俗称调压块)调压,使加热电路趋于简单化,只要调节“调压”?旋钮即可调节加热功率,同时,加热电路的控制部分配备智能化数显表,使之加热温度根据工艺的要求随意调速,并且控制温度精度极高(详见温度表使用说明书)??
4、?所有外接引线均从后面板通过防水接头由控制器内的接线端子引出。




冷处理
4.1套圈和滚动体应进行冷处理,冷处理温度应控制在 -50r以下,保温不少于1小时 4.2冷处理应在淬火后冷至油温出油在冷到室温后立即进行,油冷和空冷时间不应超过 小时。
4.3冷处理应在冷冻机内进行,在特殊情况下可在冷冻箱采用酒精干冰溶液内进行, 须按工艺温度严格进行。
5整形
5.1整形工艺过程:测量椭圆度一一整形一一按回火工艺整形回火一一拆除整形工具一 —整形合格再按附加回火工艺回火一一测量椭圆度一一合格品移交(不合格品重新返修) 5.2整形回火温度不得超过正常回火温度,整形返修两次要检查硬度。
5.3 C(P4)级和C(P4)级精度以上产品的套圈不允许整形。
6回火
6.1油浴回火
6.1.1回火温度不高于250C的套圈和滚动体应在油浴内进行回火,零件不得露出油面, 回火后清洗干净。
6.1.2回火油的闪点应比回火温度高 50C。
6.1.3油槽底部要垫高150mm。
6.1.4保温时间以炉温升到工艺温度开始计算。
6.2空气回火
6.2.1回火温度高于250E的轴承套圈和滚动体可在空气炉内回火。
6.2.2回火前要校对仪表,风扇要保证正常运转,出现故障要立即停止回火。
6.2.3套圈外径、宽度分别大于160mm、60mm的要错开摆放
不锈钢轴承





