

别再错过任何细节!花费一分钟观看螺旋管专业信赖厂家产品视频,让您的购买决策更加明智。
以下是:螺旋管专业信赖厂家的图文介绍


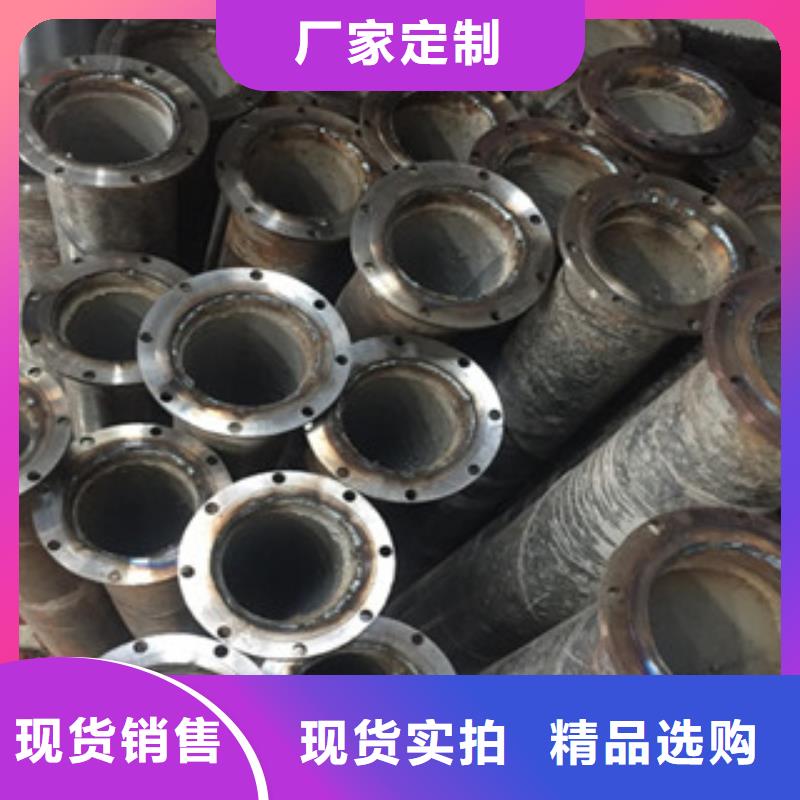
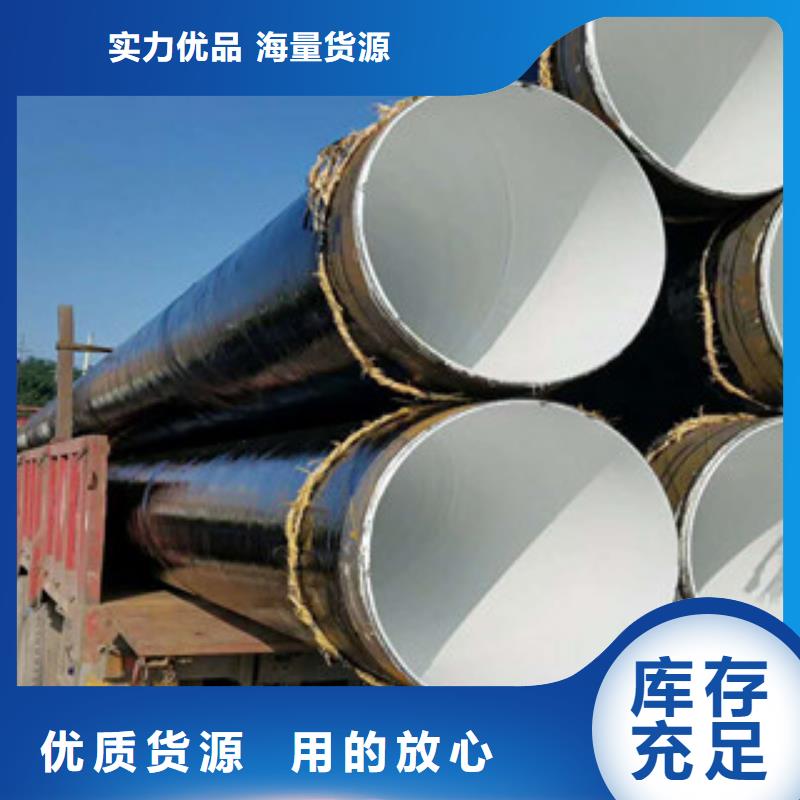
2、常温涂敷,自然固化,施工简便,可使用手工或机械施工,特别适合现场使用环氧煤沥青涂料按其使用功能分为环氧煤沥青底漆和环氧煤沥青面漆两类。本公司环氧煤沥青底漆为溶剂型产品;环氧煤沥青面漆为系列产品,按固体含量分为无溶剂型(GH201)和厚浆型(GH202)两类,又按涂层使用时的耐热温度分为耐温型(在150℃内使用,加注W)和标准型(在100℃内使用),供用户按防腐工程实际要求选用。本产品企业标准为Q/DH09《液体环氧防腐涂料》,其技术指标与中国石油天然气行业标准SY/T046《埋地钢质管道环氧煤沥青防腐层技术标准》和SY/T00《钢质管道液体环氧涂料内防腐层技术标准》等同,也符合美国自来水厂协会标准AWWAC213《钢质水管道液体环氧涂料内外防腐层》的要求。环氧煤沥青三油两布防腐钢管专业生产厂家,公司专业从事环氧煤沥青防腐钢管,无溶剂环氧煤沥青防腐钢管,三油两布防腐钢管,玻璃布缠绕防腐钢管,四布六油环氧煤沥青防腐钢管,常见的有一布两油,三布两油,五油三布,七布四油





梅州南恩物资有限公司主要经营 不锈钢管。 我们注重质量,确保公司出去的每一件产品都是保质保量的;我们也看重中价格,并且努力使客户获得优惠的价格;同时我们还注重服务,我们相信客户需要的不仅仅是产品。期待与您长期合作,也希望与您合作愉快,真诚为你服务。


螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
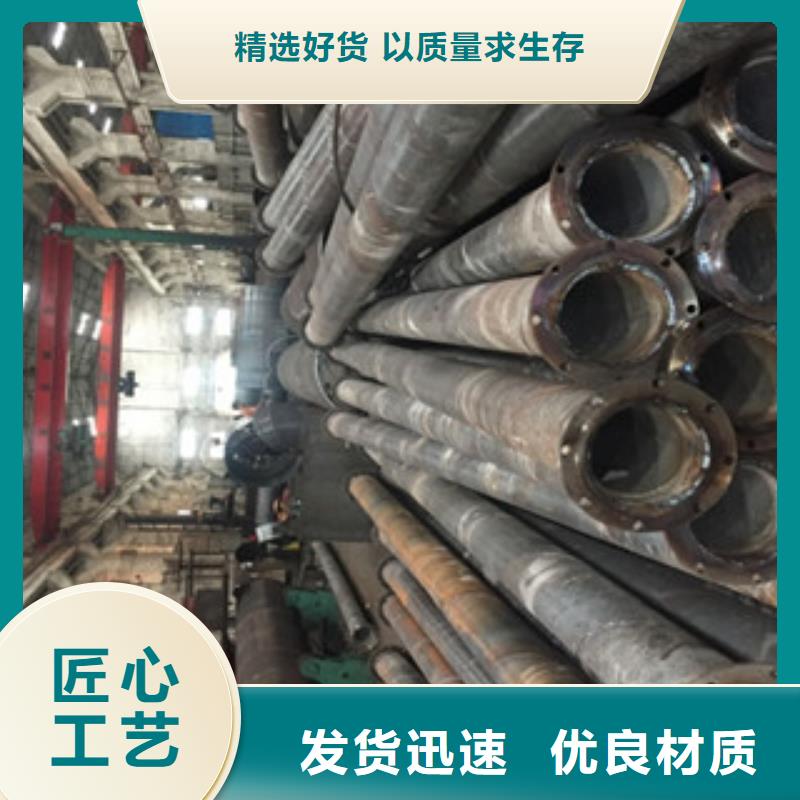
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。




焊缝处理:如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的技术措施,以防试验过程中发生事故。致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。

