供应圆钢_生产厂家
- 发布时间: 2024-06-02 02:25:49
- 产品报价: ¥电联/吨
- 联系人: 颜经理
- 公司地址: [安康]经济开发区钢管城2排5号
以下是:供应圆钢_生产厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 电联/吨 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 适用领域 | 建筑 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 国标 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 鑫邦源 |
|---|
导读 供应圆钢_生产厂家,陕西省安康市鑫邦源特钢有限公司为您提供供应圆钢_生产厂家的最新资讯,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,发货地:聊城经济开发区钢管城2排5号发货到安康。 陕西省,安康市 安康市,因境内土壤含硒元素丰富,被誉为“中国硒谷”。石器时代,就有先民在此活动。夏,属梁州。春秋时期,被秦、楚、巴三国分割。战国时期,为秦、楚争夺之地。晋太康元年(280年),为安置巴山一带流民,取“万年丰乐,安宁康泰”之意,设立安康县。“安康”从此得名。民国二十四年(1935年),设陕西省第五行政区行政督察区。中华人民共和国成立后,设陕甘宁边区安康分区。1951年,改为安康专区。1969年,改为安康地区。2000年12月,设立安康市。安康市交通便捷,已形成由公路、铁路、航空、水运4种运输方式构成的交通运输网络。安康市旅游景点众多,主要有中坝大峡谷景区、汉江石泉古城景区、燕翔洞景区、鬼谷岭景区、天宝梯彩农园景区等国家AAAA级旅游景区。2017年10月10日,安康市被国家林业局命名为国家森林城市。
供应圆钢_生产厂家视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
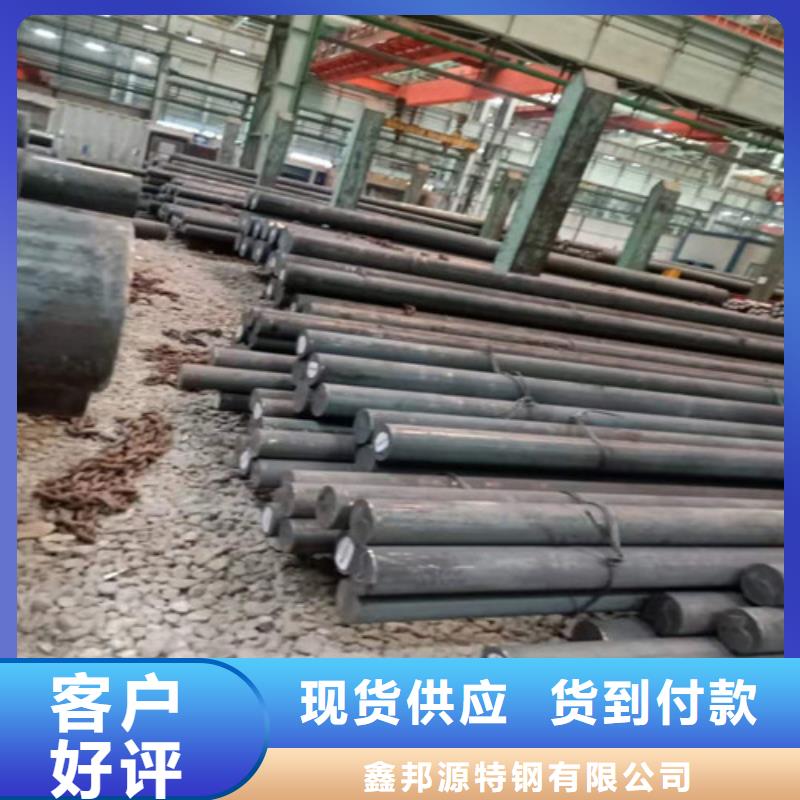
以下是:供应圆钢_生产厂家的图文介绍
剥皮圆钢外表划伤的原因
剥皮圆钢外表划伤的原因,一方面是原材料胚料自身存在缺点,在剥皮机剥皮时的缺点会残留在剥皮圆钢外表上,然后形成废品。另一方面是油料屡次运用,可能有杂质混入,杂质依附在模具上,形成剥皮圆钢或许光圆外表划伤。
还有一方面则是因为拉磨未能定时整理和打磨,长时间发生毛刺,然后使剥皮圆钢外表被划伤。经过专业的光电显镜能够观察到剥皮圆钢缺点部分的问题,从其特征拉看,根部呈现槽型的,根部呈现半圆型的,根部呈现尖角型的。槽型和圆型的划伤在进行热处理时,只会使其外表涨大,但不会影响裂纹加深。
针对上述呈现的问题,能够从以下几方面来考虑解决办法,加工企业运用的油纯度不够高,要防止屡次运用,防止有杂质混入;拉模每班定时整理和打磨防止有划伤或毛刺。
除此之外,还要添加剥皮圆钢外表细磨或许抛光工序,这样能够防止其热加工时裂纹或划伤延伸,然后有用防止剥皮圆钢外表被划伤。




圆钢在生产过程中的工艺规范要求有哪些?
热加工规范:加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。正火规范:正火温度850~900°C,出炉空冷。高温回火规范:回火温度680~700°C,出炉空冷。淬、回火规范:预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。亚温强韧化规范:淬火温度900°C,回火温度560°C,硬度(37±1)。HRC感应淬回火规范:淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。


总结 供应圆钢_生产厂家,陕西省安康市鑫邦源特钢有限公司专业从事供应圆钢_生产厂家,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,发货地:经济开发区钢管城2排5号,以下是供应圆钢_生产厂家的详细页面。