



<阿拉善>神悦钢材有限公司26698
阿拉善镀锌无缝钢管是无缝管的关键材料和类型。就镀锌无缝钢管而言,我们在生产加工制造过程中使用的 步是焊接。常见的焊接镀锌无缝钢管是焊接的。 在大多数情况下,使用焊丝。 焊丝是焊接的关键原材料。焊接镀锌无缝钢管必须使用标准焊丝才能达到理想的焊接实际效果。 那么什么是焊丝呢? 焊接镀锌无缝钢管时应该使用哪种焊丝? 阿拉善16mn镀锌管产品工件相遇处的一条金属材料。 焊丝的原材料一般与产品工件的原材料相同。 焊接镀锌无缝钢管时应该使用什么样的焊丝? 如果我们要焊接镀锌无缝钢管材料,应该使用哪种类型的焊丝,还有其他类型的焊丝可以使用吗? 如果焊接镀锌无缝钢管材料时应该使用什么类型和规格的焊丝,镀锌无缝钢管基本上是添加了1%左右的锰,所以焊接特性优良。 阿拉善镀锌螺旋管手工电弧焊时,选用抗压强度等级为T50的焊丝:506节、507节、502节、503节、552节、553节等; 埋弧自动焊机时,选用焊剂:431和350,互配H08A、H08MnA、H10MnA或H10MnSi等焊丝; 在CO2气体保护焊中,常使用H08Mn2Si和H10MnSi。
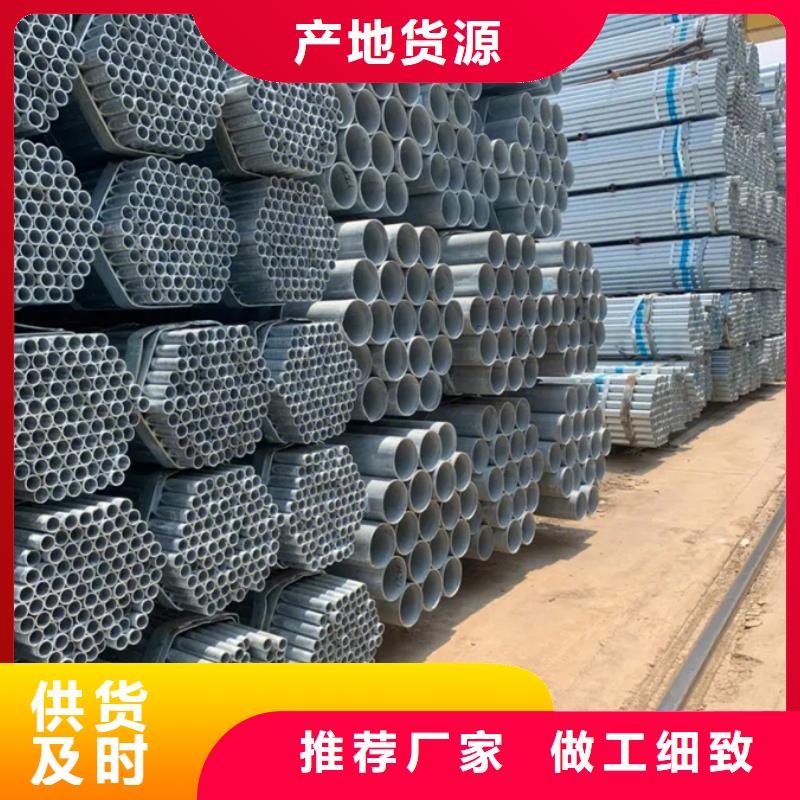
阿拉善镀锌管直径规格、内径规格和规格要用游标卡尺准确准确地测量; 应使用准确准确地测量电气隔离;长短规格应用卷尺准确准确地测量。的壁厚是用专业的千分尺精确测量的。以上就是的质量检验方法。为了更好地检测的附着力,焊接钢管在室温下进行冷拔试验。 折弯方向为90,折弯半径以产品的折弯半径为准,电焊位于折弯角内侧。 折弯后,观察电焊处是否有裂纹。 绍在实际应用中,我们可以使用阿拉善镀锌方管来输送各种低压流体。 镀锌方管生产后需要进行水压、弯曲、压扁等试验,对其表面质量有一定的要求。 同时,镀锌方管的长度和直径也应满足实际应用要求。 按壁厚不同可分为普通钢管和加厚钢管。其中,常见的埋弧焊直缝钢管采用埋弧焊技术,采用填充焊和颗粒保护焊剂埋弧焊。生产直径可达1500毫米。 埋弧焊直缝钢管的生产工艺包括成型技术和线圈成型埋弧焊技术。也就是说,随着生产水平的不断提高,各种镀锌方管的生产质量和工艺水平也得到了提高。 那么接受的具体步骤是什么?

阿拉善Q355B镀锌管在切割成单根钢管后,每批三个钢管头都要经过严格的首检制度,检查焊缝的力学性能、化学成分、熔合情况、钢管表面质量和无损检测,以确保 制管工艺合格。 正式投产。 对焊缝上具有连续声波探伤标记的零件进行人工超声波和X射线复查。 如果确实存在缺陷,则在修复后,将再次进行无损检测,直至确认缺陷已消除。 带材对接焊缝和与螺旋焊缝相交的T形接头处的管材均采用X射线电视或胶片检查。 每根钢管都经过水压试验,压力径向密封。 试验压力和时间由钢管水压微机检测装置严格控制。 华尔钢Q355B镀锌管手工电弧焊向上焊是我国以往低压蒸汽管道施工现场的关键焊接方法。 很大,焊接效率有高有低。 手工电弧焊的向下焊接是1980年代从国外引进的焊接技术。其特点是支管间隙小,整个焊接过程采用大电流、双层、快速焊接的操作步骤,适用于流水线作业。由于每层焊接层的厚度都比较薄,可以根据后焊层对前焊层的热处理工艺效果来提高环焊缝的延展性。手工电弧焊方法灵活简单,适应性强。


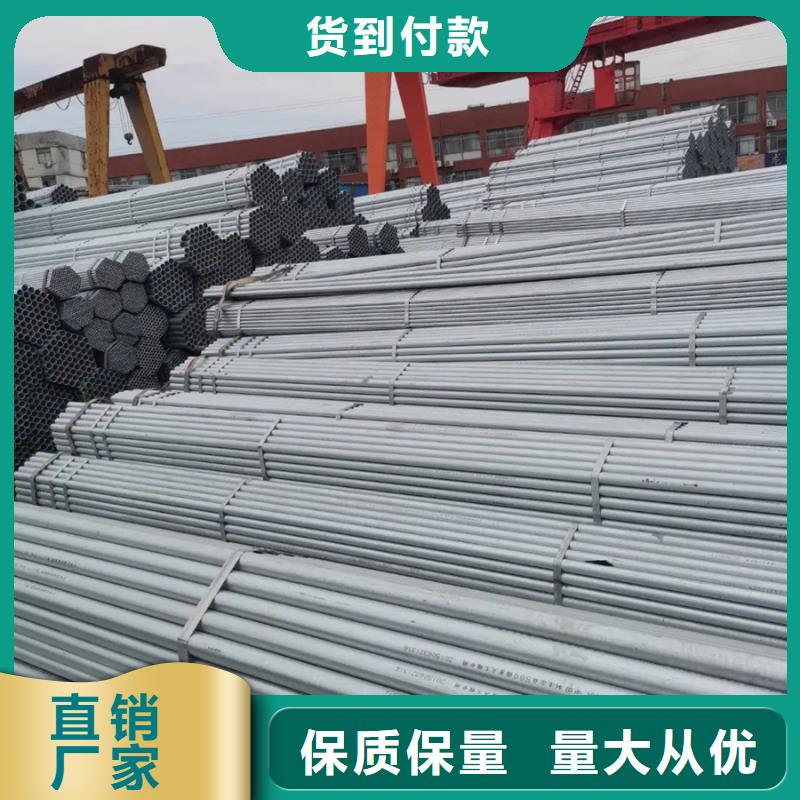
华尔钢镀锌无缝管在各个规划建设领域也激发了很大的作用,主要用途也很普遍。 镀锌无缝管在建筑中经常被广泛使用,主要是因为镀锌无缝管能承受一定的工作压力,是一种优良的不锈钢板材。 可以计算出镀锌无缝管所接受的工作压力,详细的计算进度和方法如下: 因为镀锌无缝管的工作承受压力的能力问题还需要受到办公室温度的影响 环境、液体的内部结构、镀锌无缝管的生产过程都面临着一系列问题。 阿拉善Q345B镀锌管如果我们计算镀锌无缝管的直径,壁厚,以及镀锌无缝管原材料的抗压强度,我们可以根据计算有理数计算出镀锌无缝管的抗压工作能力,自然在这里 所涉及的信息均准确无误,根据实际活动计算,保证镀锌无缝管原材料的物理性能。 这样我们得到的信息是有保证的。 镀锌无缝管的工作能力和壁厚计算公式为:工作压力=(壁厚*2*镀锌无缝管原材料的抗压强度)/(直径*指标)。