


联系我们

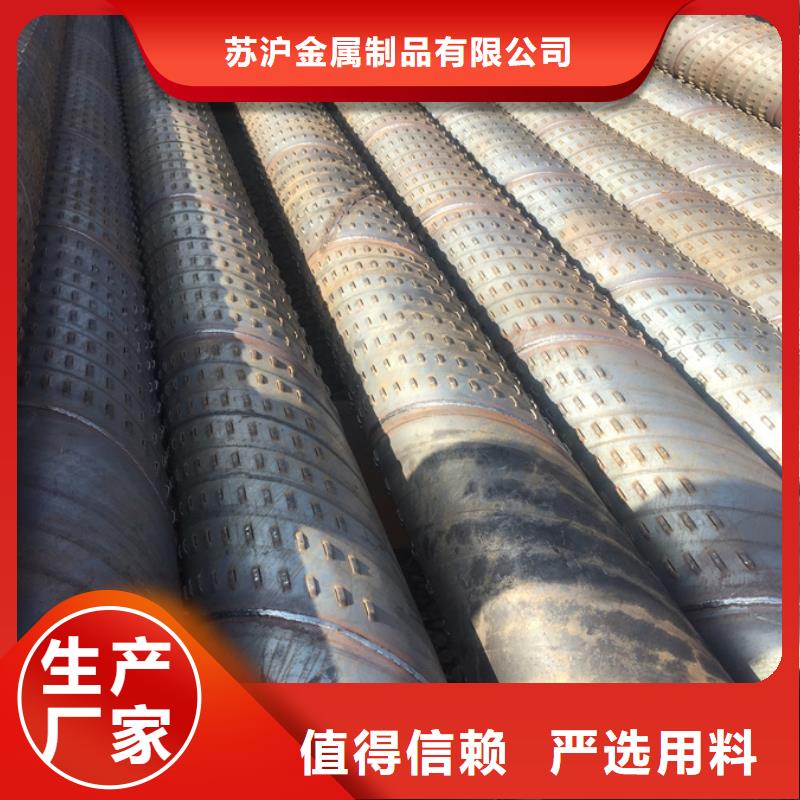
L290螺旋管现货供应
发布时间:2024-09-19 11:31:55 浏览次数:1 公司名称:[忻州]苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4350 |
| 发货期限 | 两天 |
| 供货总量 | 4000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B 16mn |
| 产品品牌 | 神悦 |
| 产品规格 | 规格全 |
| 发货城市 | 包头 |
| 产品产地 | 包头 |
| 加工定制 | 加工 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 排水用 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 6米 可按客户要求定尺 |


<忻州>神悦钢材有限公司
1、忻州镀锌螺旋管气泡 气泡经常出现在焊道的中心,而氢仍然以气泡的形式隐藏在焊缝金属中。主要原因是焊丝和焊剂表面有水分,未经干燥处理直接使用。另外,焊接过程中电流小,焊接速度过快,也会加速金属的凝固。 2、忻州镀锌螺旋管咬边 V形坡口沿焊缝中心线在焊缝边缘出现,主要是由于焊接速度、电流、电压等条件不当,焊接速度过高而不适合产生边缘咬边缺陷。 3、忻州镀锌螺旋管热裂纹 产生热裂纹的原因是焊接应力大,或焊接金属中硅元素含量高。另一个是硫磺裂缝。坯料为强硫偏析带板(属软沸腾钢)。在焊接过程中,硫化物进入焊缝金属并产生裂纹。 4、忻州镀锌螺旋管焊透度不足 内外焊接金属的重叠度不够,有时未焊透等。
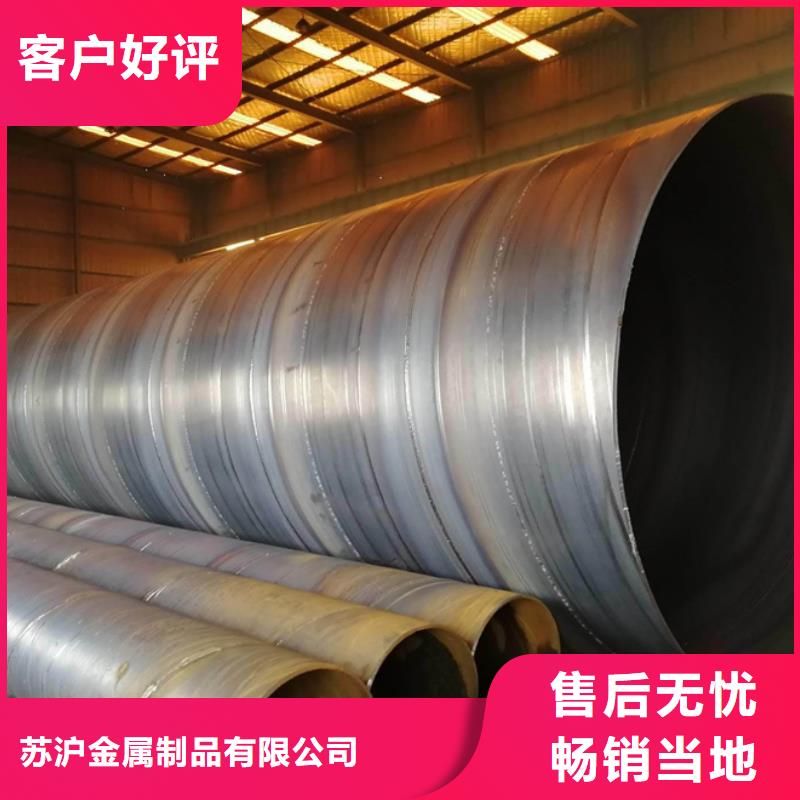
忻州镀锌螺旋管下线后,应将其放置在平坦的地方,并应放置在平坦的地方。不要互相挤压。如果将挤压型放置至少24小时,则PE层应完全附着在钢管的外壁上。 忻州镀锌螺旋管防腐结构: 普通级≥0.70一层外部带的内层+一层底漆+一层的 增强级≥1.40层底漆+内层的(重叠是带的宽度的50?55%) 的一个层外层胶带(重叠为胶带宽度的50?55%) 忻州镀锌螺旋管主要用于石油和天然气的输送;化工,城市建设中的给排水,输气等埋地钢管的外表面是防腐的,具有施工方便,无污染的特点。自1960年代以来,聚乙烯PE防腐胶带已广泛用作油气管道的外部防腐材料。它已经使用了40多年。由于其优异的防腐性能和便捷的施工性能,使其成为管道的防腐材料。该系统具有一定的地位。而且由于聚乙烯涂胶胶带生产企业不断改进和提高聚乙烯PE防腐胶带的品种和质量。


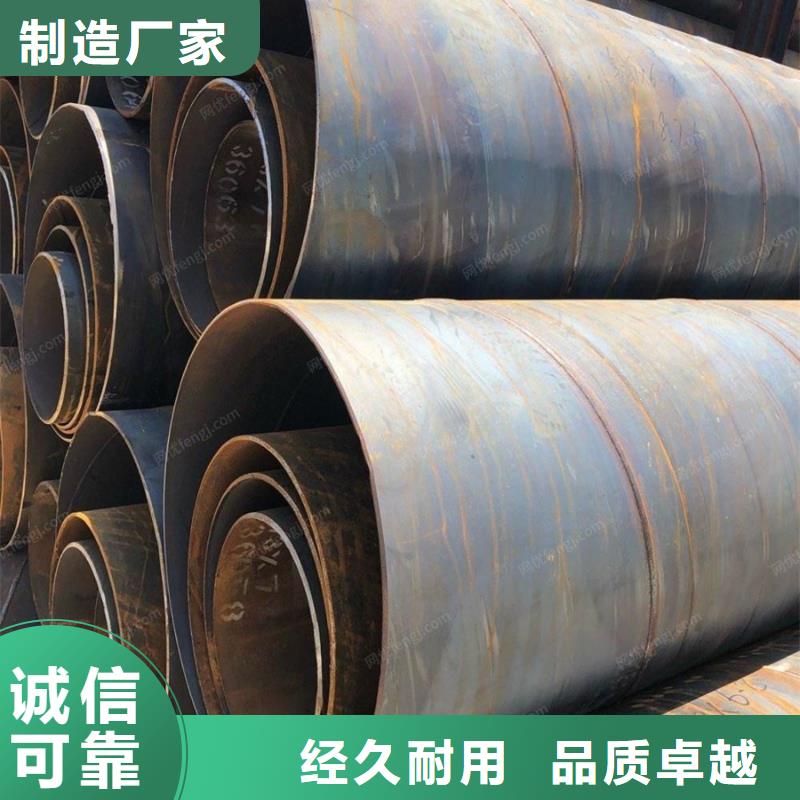
忻州防腐螺旋管厂家对产品清洗可以延长其使用寿命,选用的清洗方法也有很多,针对不同的情形选择相应的方法,清洗选用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不克不及去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐伎俩。 忻州防腐螺旋管也是容易生锈的,除锈首要运用钢丝刷等东西对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手开工具除锈能到达Sa2级,动力东西除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,东西除锈结果不睬想,达不到防腐施工要求的锚纹深度。既然说到防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。 忻州防腐螺旋管在成型的过程中,钢板变形均匀,残余应力小,表面不易产生划痕。加工螺旋管在直径上和壁厚的尺寸范围上都有更大的灵活性。这一产品采用了 进的双面埋弧焊的工艺,可以在 位置视线焊接。在钢管进行100%的质量检测,在严格的监控管理下,有效保证了产品的质量。
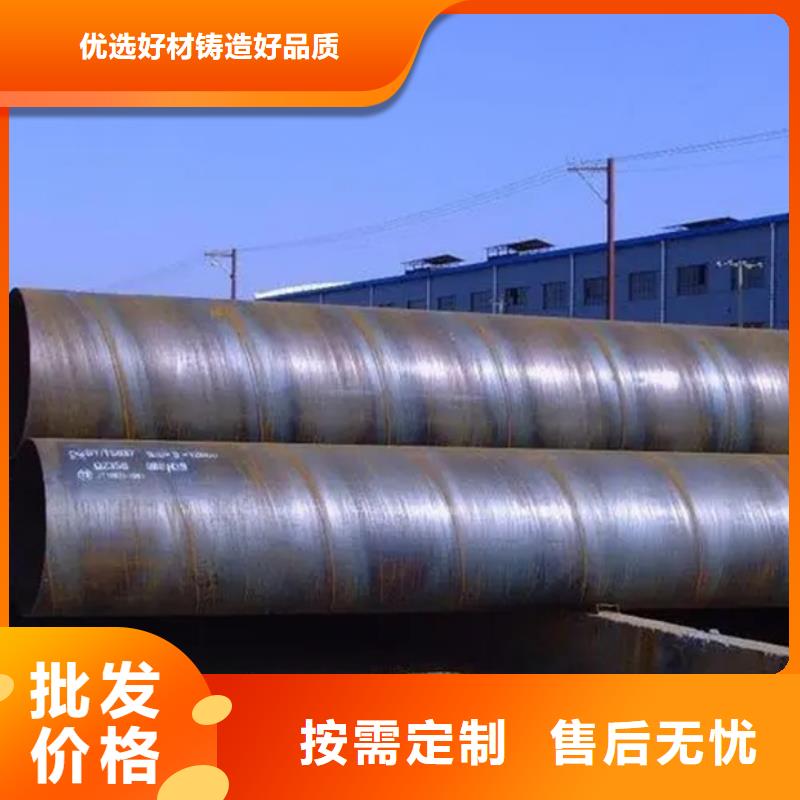
对于忻州防腐螺旋管来说一般常用的有布氏、洛氏、维氏硬度三种。 1、维氏硬度(HV)维氏硬度试验也是一种压痕试验方法,是将一个相对面夹角为1360的正四棱锥体金刚石压头以选定的试验力(F)压入试验表面,经规定保持时间后卸除试验力,测量压痕两对角线长度。维氏硬度值是试验力除以压痕表面积所得之商,其计算公式为式中:HV--维氏硬度符号,N/mm2(MPa); F--试验力,N; d--压痕两对角线的算术平均值。维氏硬度采用的试验力F为5(49.03)、10(98.07)、20(196.1)、30(294.2)、50(490.3)、100(980.7)Kgf(N)等六级,可测硬度值范围为5~1000HV。 2、布氏硬度(HB)用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)布氏硬度值是以试验力除以压痕球形表面积所得的商。3、防腐螺旋钢管的洛氏硬度(HK)洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。即,在初邕试验力(Fo)及总试验力(F)的先后作用下,将压头压入试样表面,经规定保持时间后,卸除主试验力,用测量的残余压痕深度增量(e)计算硬度值。