

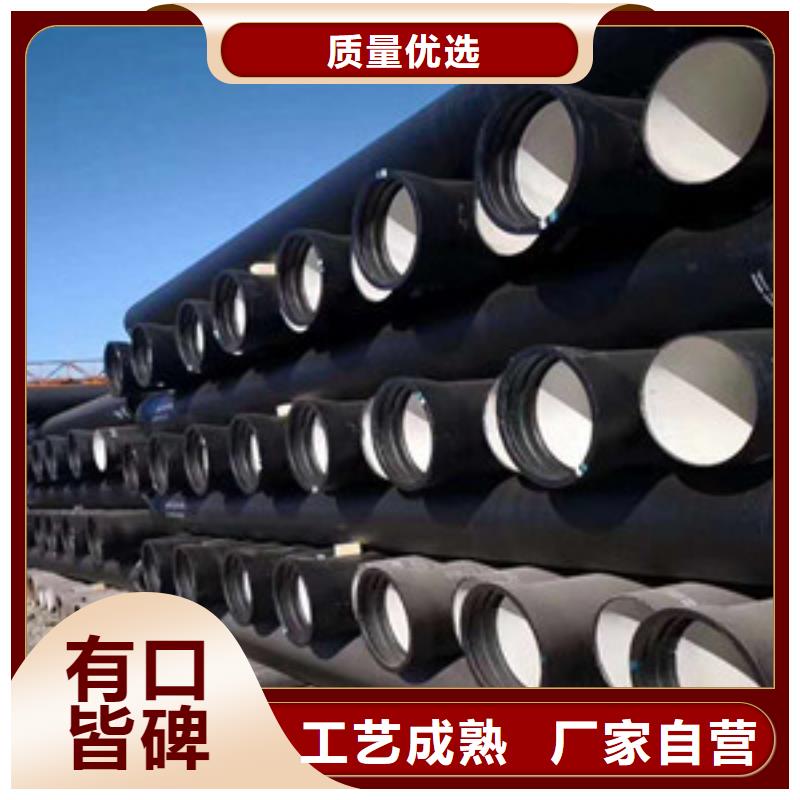
产品详细介绍




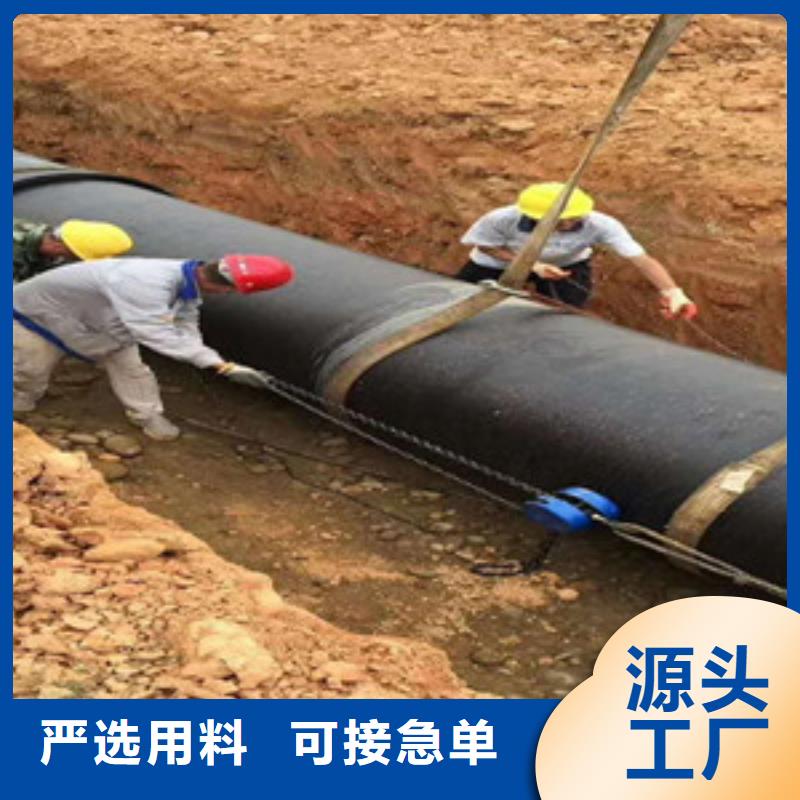
球墨铸铁管安装费用除了特殊情况之外,管沟边线应该是一条直线,沟底应该在一平面上,用机械挖沟是,槽底应留0.2-0.3米的土层暂不开挖,不要留有漆、土、砂子等残物,清扫插口、光滑边缘。中国铁矿石对外依存度仍将保持在85%以上但短期的库存及高价位库存带来的资金压力开沟:开沟前,首先障碍,挖掘管沟时,应当考虑将来回填时,土砂能够充充分地回填至球墨铸铁管底部,挖掘接口处的沟槽时,为了接口容易操作,应该尽量留有余地,后使用人工清理沟底至标准高度。球墨铸铁管开槽施工、安装、角度偏移应该注意哪些要素用毛刷和干净的抹布清理承口内部,特别是放胶圈的位置,必须保证接口操作能够充分用上力气。
球化剂质量中,应重视MgO含量、成分的偏析程度以及粒度的集中度。凡是粒度不匀,粉末多,色泽发暗的球化剂不宜选用。除渣剂分低、中、高三档。由原矿经简单破碎、过筛的产品属于低档,各省均产。现已不被铸造厂看好。中档除渣剂对原矿有所选择,增加了水洗等工序,能满足铸件的基本要求,为多数工厂接受。球墨铸铁管处理仍以包内冲入法为主。选用球化剂需视熔炉、出铁温度,脱硫与否和球铁类型等而定。一般而言,冲天炉铁液选用Mg7~9%,RE3~7%的球化剂,感应炉铁液选用低Mg,低RE球化剂,亦有的厂仍用Mg8RE3球化剂。JB/T9228-1999标准,对Mg 和RE的成分范围偏差规定为±1%,有些厂标已缩小为±0.5%,对Ca、Al等亦有明确规定。
并且在各层套筒之间都带有一定的过盈量,以热装的方式装配而成。由于高温变形金属的流动,给水采用过盈配合的多层结构挤压筒,使每层套筒的结合面上都具有一定的预应力。由于有预应力的存在,使多层结构的挤压筒在承受挤压产生的热应力作用时,套筒之间的应力分布趋于均匀,从而使挤压筒套筒的材料得到充分的利用;球墨铸铁管在挤压筒内衬前端的套筒壁上引起强烈的热摩擦,使其产生磨损或裂纹,导致内衬损坏早期的挤压筒采用的都是整体结构,现在这种结构的挤压筒甚至在小吨位的挤压机上都已被淘汰。目前,现代化的大型挤压机上所采用的挤压筒一套筒系统都是由2个、3个或更多的套筒组成的多层结构挤压筒,并且还可以提高热挤压时挤压筒承受的单位压力,从而提高挤压筒套筒的使用寿命。
往往工作得很好的芯棒所有的俄罗斯伏尔加钢管厂的55MN(5500t)挤压机和美国的Lonestar钢管厂的55MN(5500t)挤压机都是这种结构形式。原上海第五钢铁厂的4000挤压机也是采用这种结构挤压法可以生产各种各样的产品,挤压产品断面的高精度及其断面的稳定性,需要大量高寿命和形状相对稳定的工模具。同时,冷空气或水通过挤压筒内衬的孔腔,使挤压筒内衬受到强烈地冷却。在所有这些工况条件下,在挤压筒的材料中产生了热超应力,并且导致金属材料迅速疲劳,使挤压筒内衬很快产生破裂或磨损而损坏。球墨铸铁管价格和挤压模的工况条件尤其严酷,沿被加热的挤压筒内衬的长度上,经常作用有强烈的、不均匀的高温坯料与内衬挤压筒壁之间的接触摩擦力,高的径向压力,该径向压力随后又冲击性的下降。