
我们的黑龙江光亮精密管厂家批发产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:黑龙江光亮精密管厂家批发的图文介绍


精轧管 硬度检测主要有两类试验方法。一类是静态试验方法,这类方法试验力的施加是缓慢而无冲击的。硬度的测定主要决定于压痕的深度、压痕投影面积或压痕凹印面积的大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是应用广的,它们是金属 硬度检测的主要试验方法。这里的洛氏硬度试验又是应用多的,它被广泛用于产品的检验,据统计,目前应用中的硬度计70%是洛氏硬度计。另一类试验方法是动态试验法,这类方法试验力的施加是动态的和冲击性的。这里包括肖氏和里氏硬度试验法。动态试验法主要用于大型的,不可移动工件的硬度检测。
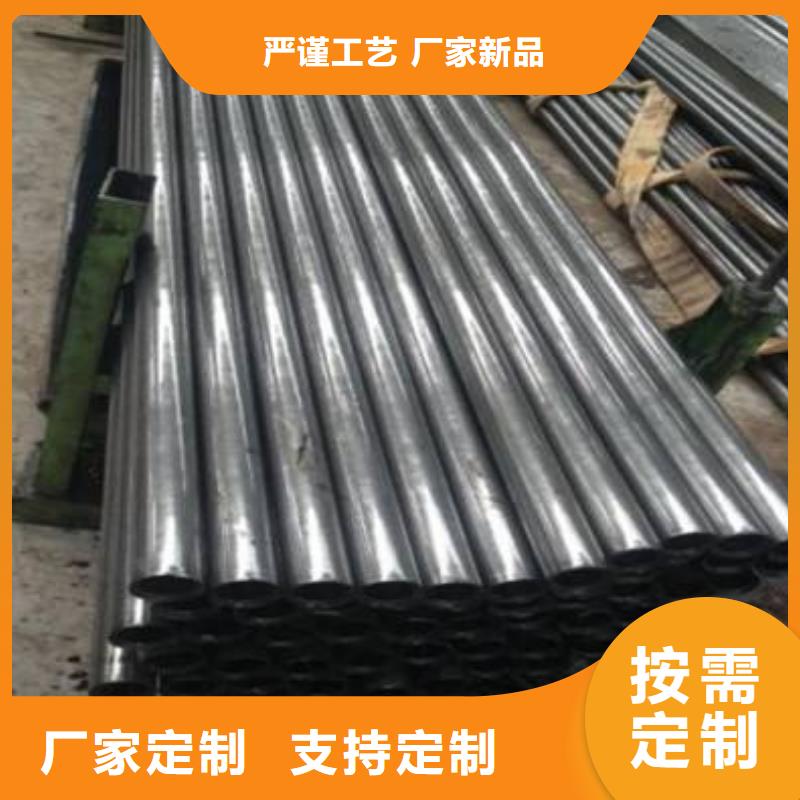
无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,一般表面多为黑色,黑色为钢管进行普通退火时产生的氧化皮。精轧管是近几年出现的无缝钢管的衍生产品,主要是内孔、外壁尺寸有严格的公差及粗糙度要求。冷拔(轧)精轧管的特点:外径更小, 少外径可以做到4mm 左右。精度高可做小批量生产,小公差可以达到 0.03mm 左右。冷拔(轧)成品精度高,表面质 量好,有很好的表面光洁度,有的可以达到镜面要求。钢管横面积更复杂,可以做出各种特殊形状,如六角形,梯形,U型......钢管性能更优越,金属比较至密, 钢管强度升高,能承受更大的压强及机械力。高精度冷拔精轧管是一种新型高技术节能产品。近年来,采用本项技术生产的精轧管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔精轧管的推广应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。
无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,一般表面多为黑色,黑色为钢管进行普通退火时产生的氧化皮。精轧管是近几年出现的无缝钢管的衍生产品,主要是内孔、外壁尺寸有严格的公差及粗糙度要求。冷拔(轧)精轧管的特点:外径更小, 少外径可以做到4mm 左右。精度高可做小批量生产,小公差可以达到 0.03mm 左右。冷拔(轧)成品精度高,表面质 量好,有很好的表面光洁度,有的可以达到镜面要求。钢管横面积更复杂,可以做出各种特殊形状,如六角形,梯形,U型......钢管性能更优越,金属比较至密, 钢管强度升高,能承受更大的压强及机械力。高精度冷拔精轧管是一种新型高技术节能产品。近年来,采用本项技术生产的精轧管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔精轧管的推广应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。





用实际行动,努力打造公司的形象与信誉。莆田融拓金属材料本着先赢得信誉,其次再赢得市场的前提下,在竞争激烈的市场中,占有了一席之地,在 42CrMo无缝钢管行业中也树立了很好的口碑。 企业的发展离不开科技,离不开人才,更离不开用户。我们愿同全国各地客户,建立稳固、平等、互利的业务关系,让我们共同发展繁荣,为 42CrMo无缝钢管事业做出更大的贡献。


这样的一种情况,一直持续到了,精密无缝钢管的出现,才被彻底的解决。甚至可以说,精密无缝钢管促进了,运输行业的发展。因为精密无缝钢管,自身的使用性能,就是十分的。而且精密无缝钢管,对于管道的抗氧化性能,也是十分的重视。在制作精密无缝钢管的过程中,就加入了一些抗氧化的处理。这使得精密无缝钢管,即使长时间与水接触,也不会轻易的生锈。这然运输行业,再也不用为了,延长管道的使用寿命,而花费大量的财力与物理,对管道进行维护了。而使用寿命的增加,也减少了运输行业,前期投入的成本。
精密小口径光亮管冷却注意事项:小口径精轧管的过冷奥氏体非常稳定,具有很髙的淬透性,即使空冷也能得到马氏体组织,但空冷则会造成刀具外表的氧化,并有可能析出共析碳化物,因此尽可能的不采用空冷。 对于较大和复杂的不锈钢管,为减少变形和开裂,淬火时可进行预冷处理,但应控制时间,一般根据不锈钢管的形状等控制在几秒到几十秒,前提是不能析出二次碳化物而降低刀具的硬度和红硬性等,冷拔无缝钢管另外不允许发生腐蚀麻点等。 分级淬火温度应不超过650°C,以防止大棚钢管发生珠光体的小口径吹氧管厂转变和析出碳化物。小口径精密光亮管厂 考虑到下贝氏体的转变温度为320~250°C,其转变快的温度在260~30CTC,因此生产中采260~280°C等温2~4h由于等温淬火后的剩余精轧管奥氏体温度较多而且稳定,故应进行四次回火。
精密小口径光亮管冷却注意事项:小口径精轧管的过冷奥氏体非常稳定,具有很髙的淬透性,即使空冷也能得到马氏体组织,但空冷则会造成刀具外表的氧化,并有可能析出共析碳化物,因此尽可能的不采用空冷。 对于较大和复杂的不锈钢管,为减少变形和开裂,淬火时可进行预冷处理,但应控制时间,一般根据不锈钢管的形状等控制在几秒到几十秒,前提是不能析出二次碳化物而降低刀具的硬度和红硬性等,冷拔无缝钢管另外不允许发生腐蚀麻点等。 分级淬火温度应不超过650°C,以防止大棚钢管发生珠光体的小口径吹氧管厂转变和析出碳化物。小口径精密光亮管厂 考虑到下贝氏体的转变温度为320~250°C,其转变快的温度在260~30CTC,因此生产中采260~280°C等温2~4h由于等温淬火后的剩余精轧管奥氏体温度较多而且稳定,故应进行四次回火。





当输入热量不足时,被加热的精轧管边缘达不到精轧管温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的精轧管边缘超过精轧管温度,产生过烧或熔滴,使精轧管形成熔洞。精轧管的两个边缘加热到精轧管温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的精轧管。若挤压力过小,形成共同晶体的数量就小,精轧管金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出精轧管,不但降低了精轧管强度,而且会产生大量的内外毛刺,甚至造成精轧管搭缝等缺陷。
第三,精轧管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,精轧管强度下降;反之,精轧管边缘加热不足,挤压后成型不良。精轧管是一个或一组精轧管专用磁棒,精轧管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精轧管精轧管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精轧管精轧管边缘附近,使精轧管边缘加热到精轧管温度。精轧管用一根钢丝拖动在精轧管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于精轧管快速运动,精轧管受精轧管内壁的磨擦而损耗较大,需要经常更换。精轧管经精轧管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠精轧管的快速运动,将焊疤刮平。精轧管内部的毛刺一般不。