以下是:沧州ug加工编程20年教学经验的产品参数
| 产品参数 |
|---|
| 产品价格 | 面议/个 |
|---|
| 发货期限 | 随到随学 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1 |
|---|
| 产品产地 | 石家庄+ |
|---|
| 加工定制 | 是 |
|---|
| 河北德玛数控培训 | 包教会 |
|---|
| 河北德玛数控培训 | 学会为止 |
|---|
| 河北德玛数控培训 | 自办工厂 |
|---|
| 河北数控数控培训 | 边学边练 真机实践 |
|---|
以下是:沧州ug加工编程20年教学经验的图文视频
沧州ug加工编程20年教学经验,河南省德玛科技信息为您提供沧州ug加工编程20年教学经验的资讯,联系人:李老师,电话:13833466981、13833466981,QQ:794912140,发货地:石家庄城铁轨道职业技工学校发货到河南省 郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市。 河南省 河南省是中华民族和华夏文明的重要发祥地,是夏、商、周三代文明的核心区,三代文明奠定了中华文明绵延不断发展的基础,在河洛之间凝聚为成熟的文明形态,形成以王都为中心的辐射性统治格局。历史上,先后有20多个朝代200多位帝王在河南建都兴业。河南省地下文物全国,地上文物全国第二,是全国文物大省。河南历史代表文化为“中原文化”。
我们的沧州ug加工编程20年教学经验视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:沧州ug加工编程20年教学经验的图文介绍
河南德玛科技信息于2017年正式注册成立,注册资本300万元。位于河南经济区,是一家设计、生产、销售 数控培训为一体的制造型企业。公司现有专业的设计及生产团队,完善的制作工艺,大幅提高了 数控培训产品的生产效率和质量。我们致力于以专业的制作和完善的质量以及售后,满足广大客户要求,欢迎来厂参观考察!


河北德玛数控编程培训整理字与字的功能1、字符与代码字符是用来组织、控制或表示数据的一些符号,如数字、字母、标点符号、数学运算符等。国际上广泛采用两种标准代码:(1)ISO国际标准化组织标准代码(2)EIA美国电子工业协会标准代码⒉、字在数控加工程序中,字是指一系列按规定排列的字符,作为一个信息单元存储、传递和操作。字是由一个英文字母与随后的若干位十进制数字组成,这个英文字母称为地址符。如:“X2500”是一个字,X为地址符,数字“2500”为地址中的内容。(FANUC系统中,地址中的值如果带小数点,表示是毫米单位,如果不带小数点,表示是微米单位。如X2500.表示X坐标2500毫米X2500表示X坐标2500微米)⒊字的功能组成程序段的每一个字都有其特定的功能含义,以下是以FANUC-0M数控系统的规范为主来介绍的。






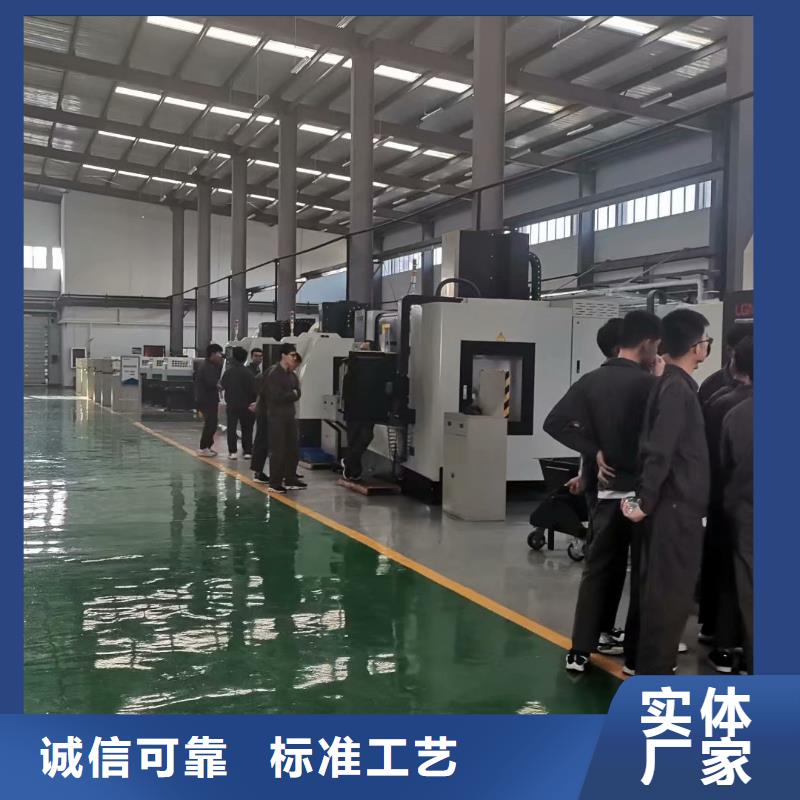
河北德玛数控编程培训学校整理有一定的模式。一会儿车削。一会儿铣削,一会儿再磨削……全都能搞定。工件一直都固定在夹具上,基点不需要转移,因此更换加工方式也不会影响到加工的精度,要什么刀,随便选,加工中心的刀库与换刀过程,录制者:Ingo Klein 看了半天全是简单造型。感觉不过瘾,下面就来个更高级的:头盔也能做哦。录制者:DAISHIN SEIKI RYOSUKE OMACHI 这个头盔的加工用到了“5轴铣削加工”,这一次。工件和铣刀的运动方式都更加灵活了, 5轴加工是机械切削方式中 进的加工方式,在数控机床中。共有6条坐标轴:3 个方向的直线轴 XYZ。计算运动轨迹:根据零件图纸上尺寸及工艺线路的要求。在选定的坐标系内计算零件轮廓和刀具运动轨迹的坐标值,并且按NC机床的规定编程单位(脉冲当量)换算为相应的数字量,以这些坐标值作为编程尺寸,编制程序及初步校验:根据制定的加工路线、切削用量、刀具号码、刀具补偿、辅助动作及刀具运动轨迹,按照数控系统规定指令代码及程序格式,编写零件加工程序,并进行校核、检查上述两个步骤的错误。制备控制介质:将程序单上的内容。






河北德玛数控编程培训学校整理 程序编制: 00096 G54G90G00X0Y0; T02M6; T03; S500M3; G43H02Z50.; G82X80.Y0Z-14.7R5.F50P2000; G00G49M5; G30Z0M06; T02; S600M3; G43H01Z50.; G00X80.Y0; Z2.; S600M3; G43H01Z50.; G00X80.Y0; Z2.; G01Z-15.F60; G02X-40.R60.F120; X-8.42Y64.928R100.; X11.48Y79.18R24.; X80.Y0R80.; G00Z100.; G00G49; M5; M30; 关键词:刀具机能T机能,换刀指令M6 技术要点:刀具能用于换刀,由地址T之后的2位数指令表示选择的刀具号,T代码与刀具的关系是由机床制造厂规定的。换刀指令M06可以执行自动换刀,将T指令指定的刀具换刀主轴上。 提示:换刀指令为非模态指令,但被调用的刀补值一直有效,直到再次换刀调入新的刀补值。 技巧:在加工中心执行T指令,刀库转动选择所需的刀具,然后等待,直到M06指令作用时自动完成换刀,而不是需要调用该刀具时再将T_M06写在一个程序段中。 警告:换刀指令自动删除原先的F、S指令,换刀后要重新编入F、S指令。 个人观点:数控加工中心与数控铣的主要区别就在于其带有换刀功能,数控加工的加工程序可以看成是由若干个数控铣程序连接在一起的程序,中间使用不同刀具的地方包含有换刀指令。本书中数控编程的技术要点及应用技巧与警告项目对于数控加工中心同样适用。 实例2箱体螺纹孔的数控加工中心加工 零件分析:如图97-1所示某箱体零件,小批量生产。在箱体的平面上有6个螺纹孔,有一定的位置精度要求,平面已经加工平整。 加工坐标原点: X:箱体的中心; Y:箱体的中心; Z:箱体平面。





河北德玛数控编程培训整理圆弧插补指令G02、G03圆弧插补指令有顺时针圆弧插补指令G02和逆时针圆弧插补指令G03两种。编程格式:顺时针圆弧插补指令的指令格式为:G02X(U)_Z(W)_R_F_;G02X(U)_Z(W)_I_K_F_;逆时针圆弧插补指令的指令格式为:G03X(U)_Z(W)_R_F_;G03X(U)_Z(W)_I_K_F_;其中:⑴X_Z_是圆弧插补的终点坐标的值,U_W_是圆弧插补的终点坐标的增量值。⑵(半径法)R是圆弧半径,以半径值表示。当圆弧对应的圆心角≤180°时,R是正值;当圆弧对应的圆心角>180°时,R是负值。⑶(圆心法)I、K是圆心相对于圆弧起点的坐标增量,在X(I)、Z(K)轴上的分向量。⑷选用原则:以使用较方便者(不用计算,即可看出数值者)为取舍,当同一程序段中同时出现I、K和R时,以R为优先(即有效)I、K无效。⑸I为0或K为0时,可省略不写。⑹若要插补一整圆时,只能用圆心法表示,半径法无法执行。若用半径法以两个半圆相接,其真圆度误差会太大。⑺F为沿圆弧切线方向的进给率或进给速度。
沧州ug加工编程20年教学经验,河南省德玛科技信息专业从事沧州ug加工编程20年教学经验,联系人:李老师,电话:13833466981、13833466981,QQ:794912140,发货地:城铁轨道职业技工学校,以下是沧州ug加工编程20年教学经验的详细页面。