



一分钟的时间,对于了解我们的不锈钢焊管310S拉丝不锈钢板好产品不怕比产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:不锈钢焊管310S拉丝不锈钢板好产品不怕比的图文介绍
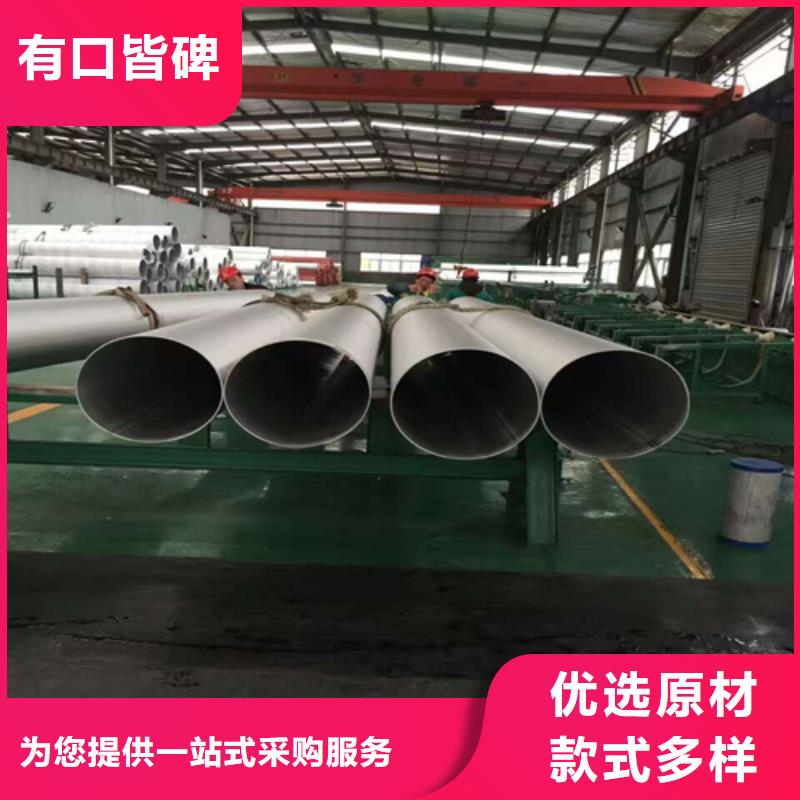
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊接经常出现哪些问题?
为避免出现偏焊、漏焊、咬边等情况,在不锈钢焊管焊接时需要特别注意。出现这些问题如何解决也是需要我们特别注意的。
不锈钢焊管焊接
主要会有以下?种情况:
1、不锈钢焊管焊缝尺?不符合要求
措施:选择适当的坡??度和装配间隙;提?装配质量;选择合适的焊接?艺参数;提?焊?的操作技术?平等。
2、未焊透
措施:正确选?和加?坡?尺?,合理装配,保证间隙,选择合适的焊接电流和焊接速度,提?焊?的操作技术?平等。
3、未熔合
措施:正确的选择焊接?艺参数,认真操作,加强层间清理,提?焊?操作技术?平等。
4、?孔
措施:焊前将坡?两侧20-30mm范围内的油污、锈、?分?净;严格地按焊条说明书规定的温度和时间烘焙;正确的选择焊接?艺参数,正确操作;尽量采?短弧焊接,野外施?要有防风设施,不允许使?失效的焊条,如焊芯锈蚀、剥落、偏?度过?等。
不锈钢焊管
不锈钢焊管在焊接过程中出现的问题还有很多,这就要求我们的制管师傅在?产过程中要格外注意,避免出现焊接问题造成不必要的?烦



松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,怎样算不锈钢焊管的重量?如果知道不锈钢焊管的管径和厚度,但是想知道的它的重量该怎么办呢?难道要???称吗?不找着急,接下来我就告诉你?个简单的计算?法,套?下?的公式就可以轻松地计算出不锈钢焊管的重量。不锈钢焊管重量计算公式:不锈钢圆管:(外径-厚度)*厚度*0.02491*管长,例304材质,3?25圆管1.0实厚的理论重量是(25-1.0)*1.0*0.02491*3=1.79kg;公式中,外径和壁厚单位是毫?(mm),管长单位是?(m),计算出来的重量单位是千克(kg)。?这个公式计算出来的重量是管?的理论重量,当管?外径和壁厚的公差很?时,和实际重量相差并不?,所以在采购不锈钢焊管时,量?较?的交易单,才需要采?实际过磅。




金昌松润金属材料有限公司位于经济开发区汇通钢材市场A-113-7,地理位置优越,交通十分便捷。主要生产[城市10#无缝钢管]等产品。凭借雄厚的技术力量、精良的生产设备,我们形成了完整的产品系列,拥有技术实力的管理人员,完善的质量保证体系,完备的检验手段。在企业的发展过程中我们特别重视新技术、新产品的引进和开发,不断实现产品的升级换代,以优良的质量、完善的服务赢得了用户,占领了市场, 多年来我厂以质优的产品、优良的售后服务、可靠的信誉,赢得了众多客户的一致赞赏和信赖。我厂将继续在箱柜行业里以超前的意识、高超的技艺、良好的质量理念与广大客户携手合作,开发制造合格的产品。


松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢的焊接方法
2018-01-15
如何焊接改善钢管的质量,乂克服了酸洗对环境的污染?本文介绍不锈钢 焊管的焊接方法,希望对大家有帮助。
根据目前世界发展的趋势,光亮连续炉基本分为三种类型:
(1) 轨底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理, 小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护 气体。可以配备有对流冷却系统,以便较快地冷却钢管。
(2) 网带式光亮热处理炉。这种炉型适合于小直径薄壁精密钢管,小时产 量约为0. 3-1. 0吨,处理钢管长度可达40米,也可以处理成卷的毛细管。
(3) 马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行加 热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。
氮弧焊
不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钩极惰 性气体保护的氮弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在 化工、核工业和食品等工业中得到广泛应用。
焊接速度不高是氨弧焊的不足之处,为提高焊接速度,国外研究开发了多 种方法。其中111单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应 用。70年代徳国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明 显提高焊速。一般采用三电极焊炬的氨弧焊,焊接钢管壁厚S¥2mm,焊接速度 比单焊炬提高3-4倍,焊接质量也得以改善。氨弧焊与等离子焊组合可以焊接 更大壁厚的钢管,此外,在氨气中5-10%的氢气,再采用高频脉冲焊接电源, 也可提高焊接速度。
多焊炬氨弧焊适用于奥氏体和铁素体不锈钢管的焊接。
高频焊
高频焊用于碳钢焊管生产已经有40多年的历史,但用于焊接不锈钢管却是 较新的技术。其生产的经济性,使其产品更为广泛地用于建筑装饰、家用器具 和机械结构领域。
高频焊接具有较电源功率,对不同的材质、外径壁疗的钢管都能达到较高 的焊接速度。与氨弧焊相比,是其 焊接速度的10倍以上。因此,生产一般 用途的不锈钢管具有较高的生产率。
因为高频焊接速度高,给焊管内毛刺的去除带来困难。LI前,高频焊不锈 钢管尚不能为化工、核工业所接受,这也是其原因之一。
从焊接材质看,高频焊可以焊接各种类型的奥氏体不锈钢管。同时,新钢 种的开发和成型焊接方法的进步,也成功地焊接了铁素体不锈钢AISI409等钢 种。
组合焊接技术
不锈钢焊管的各种焊接方法均有各自的优点和不足。如何扬长避短,将儿 种焊接方法加以组合形成新的焊接工艺,满足人们对不锈钢焊管质量和生产效 率的要求,是当前不锈钢焊管技术发展的新趋势。
经过近儿年的探索研究,组合焊接工艺已取得了进展,日本、法国等 的不锈钢焊管生产已掌握了一定的组合焊接技术。
组合焊接方法有:氨弧焊加等离子焊、高频焊加等离子焊、高频预热加三 焊炬氮弧焊、高频预热加等离子加氨弧焊。组合焊接提高焊速十分显着。对于 采用高频预热的组合焊接钢管焊缝质量与常规的氮弧焊、等离子焊相当,焊接 操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备 衔接,投资成本低,效益好。



