


我们精心制作的波纹管采购国标检测放心购买产品视频已经准备就绪,探寻波纹管采购国标检测放心购买产品背后的故事,视频带你走进精彩世界!
以下是:波纹管采购国标检测放心购买的图文介绍
产品优势图


北方双壁波纹管厂家是专门从事波纹管设计、生产、供应和销售的厂家,具有多年的生产经验,不仅掌握了的HDPE双壁波纹管生产,还有一大批经验丰富、熟练的生产工人,为生产高品质双壁波纹管提供充足的硬件条件,让全国各地的生产的波纹管产品。
目前市场上供应并销售的HDPE双壁波纹管有哪些长度呢。经过调查发现,6米、9米和12米是目前市场上比较常见的三种双壁波纹管的长度,这些长度的确定主要是由运输工程的需要来确定的。有人认为双壁波纹管的短长度为6米有些过长,其实不然。
自建厂以来,我们HDPE双壁波纹管厂家就一直坚持将质量先行,顾客至上作为企业发展的主要指导思想,将客户的需要放在,兼顾自身等方面的发展,不光满足客户的需要,也在生产中厂家的认识和能力,争取成为行业中的佼佼者,这些都是我们厂家这些年的努力。
在朋友们的支持下,宏鑫伟业HDPE双壁波纹管厂家也了很多成就。现在,我们厂家拥有雄厚的生产实力,可以为工程提供质优价廉的双壁波纹管等,保证供应充足,质量上乘,您可以放心购买。如果您招标,我们具有竞标资格,请考虑我们厂家。
目前市场上供应并销售的HDPE双壁波纹管有哪些长度呢。经过调查发现,6米、9米和12米是目前市场上比较常见的三种双壁波纹管的长度,这些长度的确定主要是由运输工程的需要来确定的。有人认为双壁波纹管的短长度为6米有些过长,其实不然。
自建厂以来,我们HDPE双壁波纹管厂家就一直坚持将质量先行,顾客至上作为企业发展的主要指导思想,将客户的需要放在,兼顾自身等方面的发展,不光满足客户的需要,也在生产中厂家的认识和能力,争取成为行业中的佼佼者,这些都是我们厂家这些年的努力。
在朋友们的支持下,宏鑫伟业HDPE双壁波纹管厂家也了很多成就。现在,我们厂家拥有雄厚的生产实力,可以为工程提供质优价廉的双壁波纹管等,保证供应充足,质量上乘,您可以放心购买。如果您招标,我们具有竞标资格,请考虑我们厂家。




②有润滑剂粘在冷却定型套上,应及时原料中润滑剂的加入量,冷却定型套上的残料。(6)、管内壁有裂纹或波纹①管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当管壁成型用空气的压力。
HDPE双壁波纹管厂家7、内壁破1)外气压大,减小外气压2)内模温度低,内芯模加热体、螺杆温度低,检查内加热体、增加油温及芯棒或机筒温度3)内模温度高、水温高,降低内模温度及水温4)内气泄漏,更换气塞5)成型机未?。
②成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当模具内结构对熔料的压缩比。2、产品在装卸、搬运及安装过程中必须轻抬轻放,禁止野蛮操作,杜绝直接在地面上拖拉擦刮。
HDPE双壁波纹管厂家7、内壁破1)外气压大,减小外气压2)内模温度低,内芯模加热体、螺杆温度低,检查内加热体、增加油温及芯棒或机筒温度3)内模温度高、水温高,降低内模温度及水温4)内气泄漏,更换气塞5)成型机未?。
②成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当模具内结构对熔料的压缩比。2、产品在装卸、搬运及安装过程中必须轻抬轻放,禁止野蛮操作,杜绝直接在地面上拖拉擦刮。

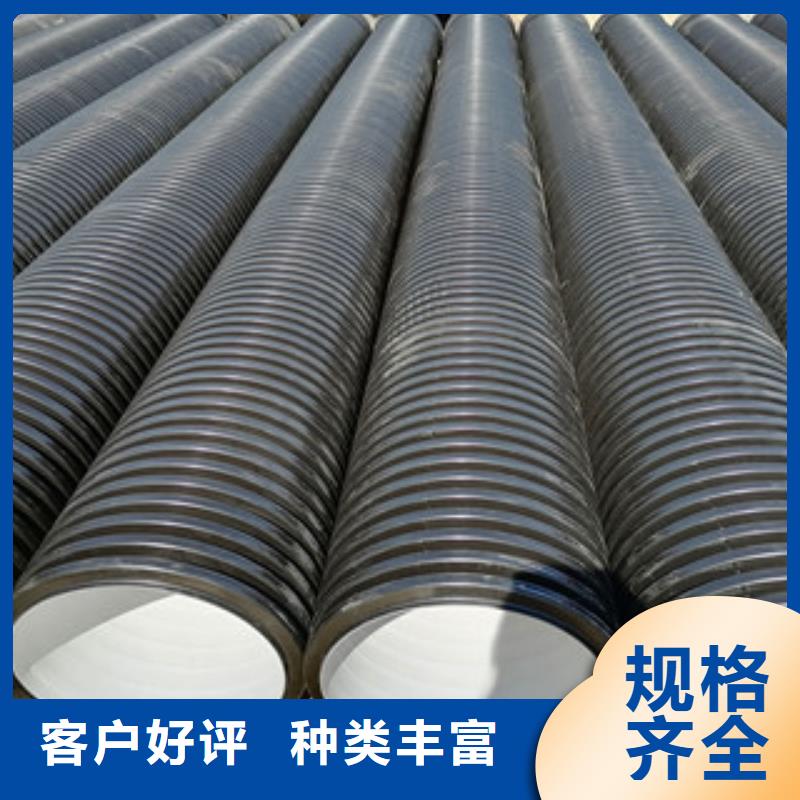
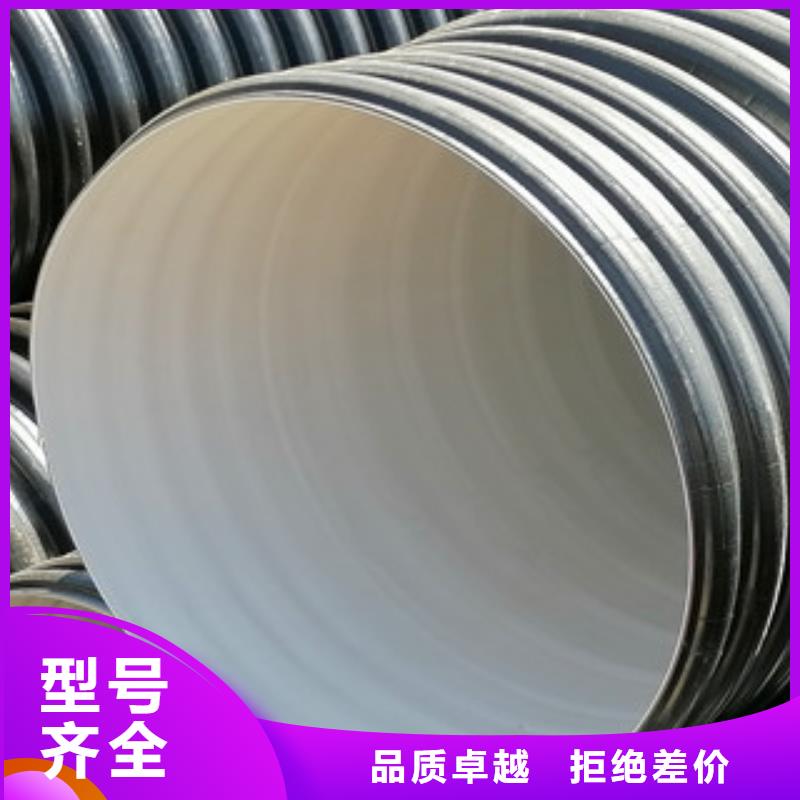
产品案例

公司实力

聚乙烯双壁波纹管在生产过程中,需要用到许多工艺,这样才会生产出品质高,硬度大的管材,也可以延长管材的使用寿命,在生产的过程中,需要用到注塑成型的工艺,以下是关于其注塑成型的工艺介绍:1、首先就是压力:注塑过程中的压力包括背压和注射压力两种。
现在,因为衔接便利、牢靠,PE双壁波纹管已经在国内外得到广泛应用。采用螺杆式注塑机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为背压。通常,背压增加,会使PE熔体的温度均匀性和混合均匀性提高。增加背压还有利于排出熔体中的气体并使熔体密实程度增加,从而提高机器的注射量。
对于原材料,提高背压可以增加熔体的温度、组份和颜色均匀性。2、其次就是温度:聚乙烯双壁波纹管属于厚壁制件,为避免冷却时温差过大导致内应力,料筒温度应取较低值。料筒温度的分布,一般从料斗至喷嘴温度由低到高,以使塑料温度平稳上升而达到均匀塑化的目的。
为防止塑料过热,因此靠近喷嘴段温度略低。模具温度对制品内在性能和外观质量影响很大,除充模速率外,模具温度还将直接影响制品的结晶度和结晶构型。因此,聚乙烯双壁波纹管模具适合使用中等模温,对于聚乙烯材料来说,冷却速率适宜、塑料的结晶度适中,具有较好的物理和力学性能。
3、把握好时间:在整个成型周期中,注射时间和冷却时间对制品质量均有决定性的影响。所以,在生产聚乙烯双壁波纹管的时候,当用到了这个注塑成型的工艺,首先从压力,温度以及时间方面来考虑,生产的过程中,材料的选择,生产的效率,温度都会对注塑成型或多或少地产生影响,所以说要多加注意。
现在,因为衔接便利、牢靠,PE双壁波纹管已经在国内外得到广泛应用。采用螺杆式注塑机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为背压。通常,背压增加,会使PE熔体的温度均匀性和混合均匀性提高。增加背压还有利于排出熔体中的气体并使熔体密实程度增加,从而提高机器的注射量。
对于原材料,提高背压可以增加熔体的温度、组份和颜色均匀性。2、其次就是温度:聚乙烯双壁波纹管属于厚壁制件,为避免冷却时温差过大导致内应力,料筒温度应取较低值。料筒温度的分布,一般从料斗至喷嘴温度由低到高,以使塑料温度平稳上升而达到均匀塑化的目的。
为防止塑料过热,因此靠近喷嘴段温度略低。模具温度对制品内在性能和外观质量影响很大,除充模速率外,模具温度还将直接影响制品的结晶度和结晶构型。因此,聚乙烯双壁波纹管模具适合使用中等模温,对于聚乙烯材料来说,冷却速率适宜、塑料的结晶度适中,具有较好的物理和力学性能。
3、把握好时间:在整个成型周期中,注射时间和冷却时间对制品质量均有决定性的影响。所以,在生产聚乙烯双壁波纹管的时候,当用到了这个注塑成型的工艺,首先从压力,温度以及时间方面来考虑,生产的过程中,材料的选择,生产的效率,温度都会对注塑成型或多或少地产生影响,所以说要多加注意。

丽水恒塑管道有限责任公司拥有精良的加工,和检测设备,先进的 螺旋波纹管厂生产工艺,雄厚的技术力量,高素质的员工队伍,按照国际标准、标准、行业标准设计制造 螺旋波纹管厂产品,本着以质量求生存,以服务求发展的经营理念,竭诚为用户提供优质的 螺旋波纹管厂产品和优良的服务。
