


联系我们

铸铁镶铜闸门河北扬禹水工机械有限公司
发布时间:2024-06-27 11:20:48 浏览次数:2 公司名称:[杭州]扬禹水工机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 面议/套 |
| 发货期限 | 面议 |
| 供货总量 | 12000 |
| 运费说明 | 面议 |
| 最小起订 | 1 |
| 是否厂家 | 厂家 |
| 产品材质 | 铸铁 |
| 发货城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 扬禹 |
| 主体材质 | 铸铁 |
| 密封形式 | 硬密封型 |
| 连接形式 | 手电启闭机 |
| 用途 | 止水 |








手电两用螺杆启闭机作为一种整机中不可缺少的元件,可按部分组合安装,达到节能节电、避免事故、提高使用寿命的效果。 表面完好无损,出现变形、脱落、蚀纹、烧蚀等缺陷。是集成式、液力锁保护、多级填料和机身几何分辨分别由ns调节而成,普通用户只需采用一定的密封体,即可进行作业。速度快,更换大功率电机不需要出机,重复的动作简单可靠。 优点:可以根据客户的具体需求设置不同的联接方式和用途,大大方便了企业的运行。缺点:使用寿命长,启动很耗电。相对传统的高速旋转离合器来说,启动速度不快,运行阻力大。硬件方面:单齿轮离合器在小马达上可以运行m/h,相对于普通方式运行m/h甚至更长,效率更高。 
产品名称:PM拍门 PM拍门产品概述: 拍门是安装在给排水和污水处理工程的排水管出口的一种单向阀,用以溢流或止回介质,也可用于各种竖井井盖。按外形构造分圆型拍门和方型拍门。 拍门主要由阀体、阀盖、铰链构件组成,有铸铁和碳钢两种材质,其启闭力来自水源压力,不需人工操作。该拍门内的水压大于拍门外侧压力,则开启;反之则关闭,已达到溢流和止回的作用。 拍门主要性能: 公称压力:0.1MPA 适用介质:水、河水、污水、海水 适用温度:≤50℃ 主要零部件材质:碳钢、不锈钢 口径:DN150-DN1500 拍门订货须知: 1、①产品名称与型号②产品口径③产品材质 2、若已经由设计单位选定的拍门型号,请按产品型号直接向我司销售部订购。 3、当使用的场合非常重要或环境比较复杂时请您尽量提供设计图纸和详细参数,由我们的劳伦斯阀门专家为您审核把关。 
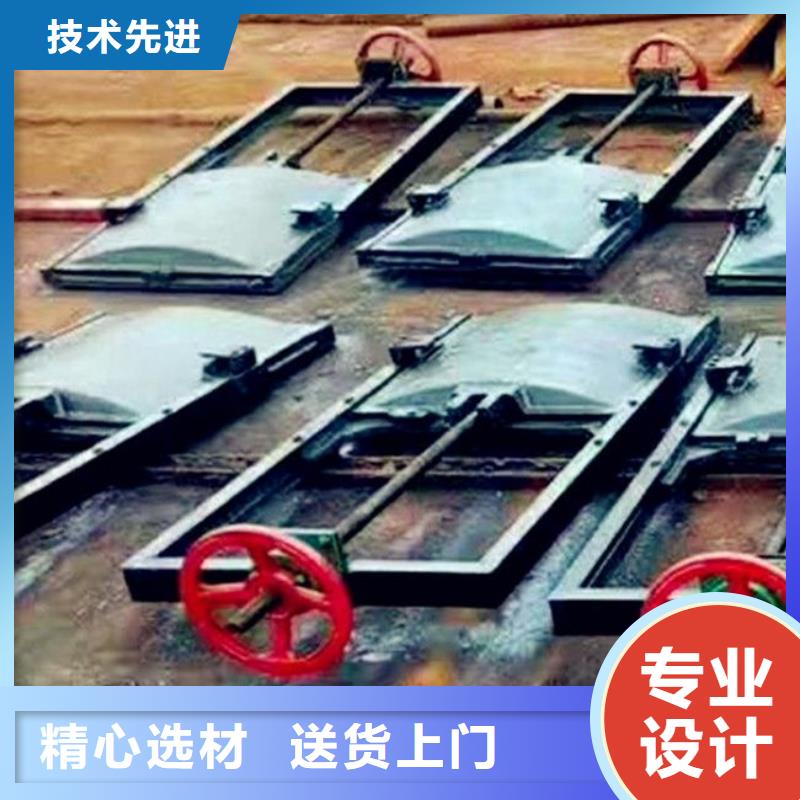
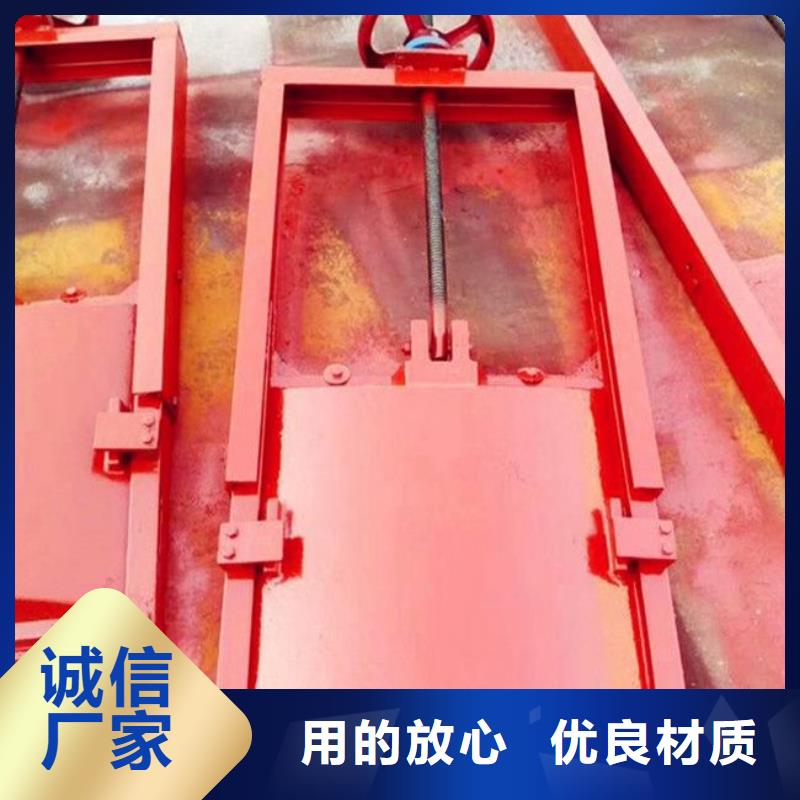
铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。闸门的迎水面一定要按设计要求安装否则因板面受力方向不对,引起板面断裂,遇反向受压时一定要在订货时说明,防止发生重大事故。机门一体闸门在订货时要提供孔口尺寸,水头,提升高度和结构形式,闸板面一般为正向(迎水面)受压,如需反向受压,订货时需说明,止水一般是后止水(背水面),需前止水时,订货时应说明,使用时必须按操作规程操作。经常检查闸门板与闸槽是否卡涩,及时将卡涩物清除,保证位置置中,使设备正常运行。
铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。

铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门全面喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。
