





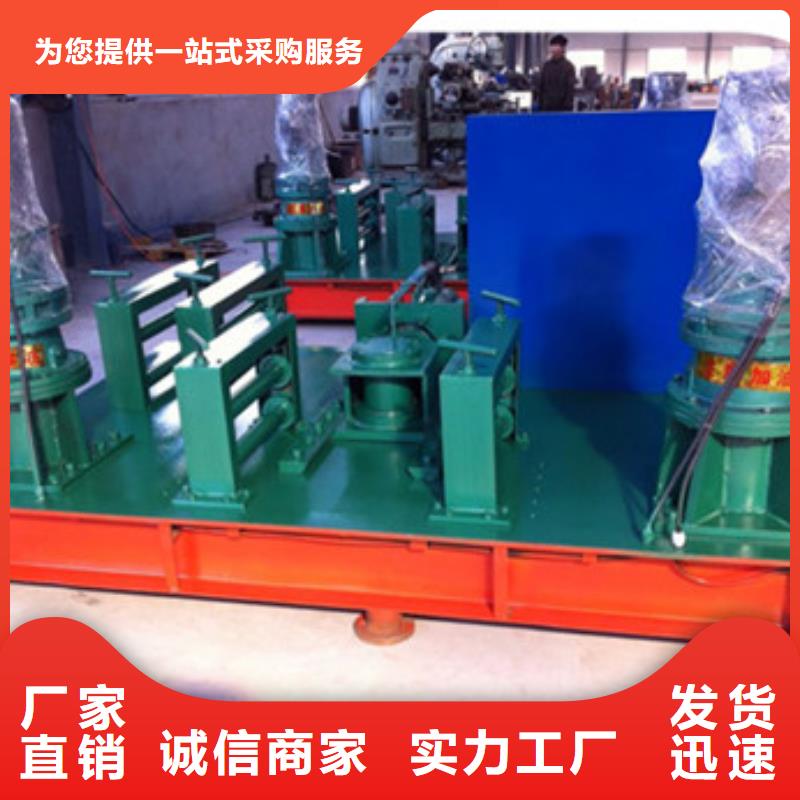

工字钢冷弯机工作原理:把钢材放在冷弯机上,与减速器带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制油缸工作,工作油缸推进,将工字钢与三个支撑滚轮压紧并未发生弯曲变形时开始计算,油缸再推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动钢材工作,反复操作,达到所需为止。
工字钢冷弯机操作:1、设备摆放平稳,四轮受力均匀。2、设备使用前,先检查传动箱侧面油标所显示的油位,如果油位低于油线时,须从箱体盖上向箱体内注润滑油,直到达到油线位置。3、夏季注入46号液压油,冬季可注入48号液压油。正常使用半年后,换油一次,可保证设备正常运转和延长寿命。4、操作人员了解并掌握该设备的结构及工作原理和保养检查点。5、压轮进给时,先将上面圆螺母松开,进给到达刻度后,再将圆螺母拧紧固定;被动压轮进给时应将工件完全退出。
 <海西>建贸机械设备有限公司
<海西>建贸机械设备有限公司
 可定制的海西网排焊机实体厂家
可定制的海西网排焊机实体厂家

维护也非常的方便,不会因为一些小部件的损坏,导致整机无法正常运行。据我们的长期统计,超过95%的机器故障都可以在我们技术人员的指导下解决!我们销售出去的产品如遇重大故障,或者客户无法解决的问题,我们承诺48小时之内派人到现场解决(一些偏远地区可能会延长时。
2)注浆压力:0.5~1.0MPa,2.小导管采用Φ42无缝热轧钢管支撑,在前部钻注浆孔,孔径10mm,孔间距15mm,呈梅花形布置,前端加工成锥形,尾部不钻孔长度不小于30cm,作为止浆段,3.小导管施工要求:(1)小导管安设一般采用钻孔打入法。 2.工作时间较长的话,2个月换滤芯,不长就半年,液压油看工作时间,半年或一年换一次,3.有漏油的地方及时处理,飞扬数控全自动多功能冲孔机,4.数控冲孔机在工作前应作空运转2-3分钟,检圌查脚闸等控圌制装置的灵活性。

