20#六角钢管今日价格
发布时间: 2024-09-15 12:11:17 浏览次数:1
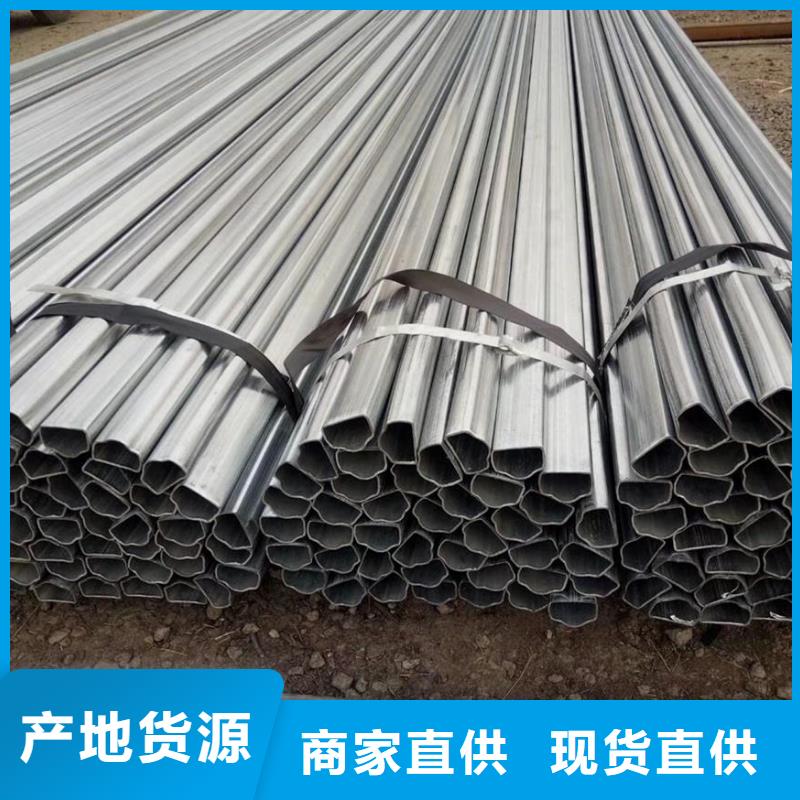
以下是:20#六角钢管今日价格的产品参数
| 产品参数 |
|---|
| 产品价格 | 4800元 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1吨 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
|---|
| 产品品牌 | 乐道 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 无锡 |
|---|
| 产品产地 | 无锡 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 方形 半圆 椭圆 拱形 |
|---|
| 适用领域 | 工业输送管道以及机械结构部件 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 456 |
|---|
| 工作温度 | 560 |
|---|
| 生产工艺 | 冷拔 |
|---|
| 交货状态 | 冷轧或退火(根据客户用途) |
|---|
| 执行标准 | GB/T3094 |
|---|
以下是:20#六角钢管今日价格的图文视频
导读 在湖北省黄冈市采买20#六角钢管今日价格到湖北省黄冈市乐道精密钢管厂家有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:高经理-13961857377,QQ:252372346,地址:《无锡国联金属市场168号发货到湖北省 黄冈市 黄州区、团风县、红安县、罗田县、英山县、浠水县、蕲春县、黄梅县、麻城市、武穴市》。 湖北省,黄冈市 黄冈市,古称黄州,湖北省辖地级市,介于东经114°24′—116°07′、北纬29°45′—31°40′,地处鄂东、大别山南麓、长江中游北岸,京九铁路中段,楚头吴尾和鄂、豫、皖、赣四省交界,与武汉市山水相连;地势自北向南逐渐倾斜,东北部与豫皖交界为大别山脉;截至2022年,全市共辖1个市辖区、7个县,代管2个县级市,总面积17400平方千米;截至2022年,黄冈市常住人口579.02万人。
黄冈异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
黄冈异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
黄冈异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
黄冈异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
黄冈异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
黄冈异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
黄冈异型管焊嘴与异型管间的距离以15-25mm为宜。





<黄冈>乐道精密钢管厂家生产制造黄冈无缝方管等产品。本企业文化是企业发展的原动力,公司历来注重企业的文化建设,以人为本,厚德载物,共赢俱进,从黄冈无缝方管产品的开发,企业的管理到市场的推广都赋予人性化的理念。在人才的引进和培养、提拔上奉行“德才兼备,唯才是举”的原则,吸引了一大批各地的人才共创事业。


总结 选购20#六角钢管今日价格来湖北省黄冈市找湖北省黄冈市乐道精密钢管厂家有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-13961857377,{QQ:252372346},地址:国联金属市场168号。