

铜止水片焊接过程中焊嘴和焊条应做均匀协调的摆动,泰安止水铜片以控制熔池的热量适当、形状、大小始终保持一直。而在现场焊接作业过程中常常存在如下问题:焊嘴在沿焊缝纵向移动、横向摆动的同时,为做上下跳动,造成熔池温度过高;焊嘴的倾斜角度为按不同阶段进行适当调整;为按照所需火焰能率的变化改变焊条的位置和填入焊条的速度,造成熔池的形状和大小不一致。因此,焊接过程中焊嘴和焊条运动存在不协调情况,造成熔池热量、形状、大小控制不符合要求,从而影响了焊接质量。
细化焊嘴、焊条运动方向控制方案:焊嘴和焊条的运动包括三种动作:a,沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。B,焊嘴沿焊缝做横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。C,焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。在焊接时,焊嘴在沿焊缝纵向移动、横向摆动的同时,还要做上下跳动,以调节熔池的温度。
国标止水铜片,根据《水工建筑物止水材料相关规定》,其物理性能需满足抗拉强度205MPa及以上,延伸率在30%以上,铜含量超过99.9%才可称为国标止水铜片。
泰安生产的止水铜片,经质检部门检验合格,属国标产品。且我公司可免费提供质检报告以及质量保障书。同时由于我公司属加工销售一体企业,具有自己的加工生产以及研发团队,因此可批量生产止水铜片,可根据设计大样图免费成型。厂家直销,批量生产,价格优惠,欢迎来电咨询!
泰安止水铜片
1、止水装置前首先要查看和校对加工的缺点,止水外表要处置洁净、平直,特别是紫铜片外表的浮皮、油漆、油污 、锈蚀等要处置洁净。
泰安止水铜片 2、一旦有钉孔,裂缝等要及时进行焊补,否则一旦使用破损的铜片就不能起到防漏作用了。
3、在安装的时候要准备并且保证牢固,不能出现变形,裂纹。
4、成型后的止水紫铜片,在装置时,应避免歪曲变形或其他损坏。
5、止水装置时,其中线应与缝中线重合。
6、关于止水紫铜片,鼻子有较大的变形性,为避免浇筑砼时砂浆或其它物质进入鼻子的空腔内,在鼻子内填塞可塑性填料或用胶带进行关闭,可塑性填料可用聚氨酯类泡沫塑料、沥青浸渍的泡沫塑料或其他塑料资料。在止水片埋设部位模板进行分缝,两片模板夹住止水片进行固定。
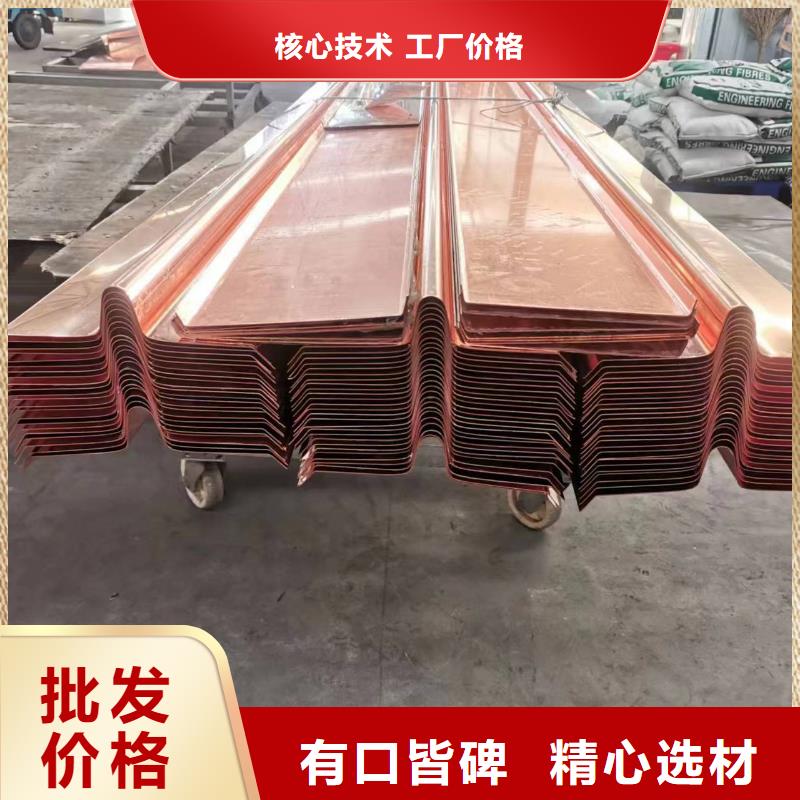
止水铜片型状可分为W型、F型、T型、D型等,根据大样图定制成型。
止水铜片规格,是含铜量、以及宽度、厚度软硬态及物理特性的一种表现形式。含铜量,用T表示,即T2于T3T2含铜量>=99.8%T3含铜量>=99.7%铜软硬态,O60表示铜硬度状态为软态,抗拉强度>=195MPa伸长率30%H01,抗拉强度>=215MPa延伸率为>=25%.
因目前水工建筑基本都是 项目,为了规范行业水工建筑材料质量, 颁布相应的执行标准,目前适用于GB2059-2017其中规定紫铜止水厚度为0.5~14mm,宽度为200-1000,抗拉强度不小于195MPa,伸长率不小于30%,并且,需提供厂家合格,保证止水铜片质量。 规定了紫铜止水厚度及宽度,而为了减少施工过程中的焊接次数,紫铜止水长度在不影响施工及物流的情况下可根据工程需要选择适合长度。
止水铜片公司生产的铜止水均执行 标准,泰安止水铜片目前按照 规定执行GB/T 2059-2017,其对表面质量规定,表面应光滑、清洁,不允许有分层、裂纹、起皮、起刺、气泡、压折、夹杂和绿锈,但允许有轻微的、局部的、不使带材厚度超出其允许偏差的划伤、斑点、凹坑、压入物、辊印、氧化色、油迹和水迹等缺陷。
除此之外,需对产品进行化学成分分析、外形尺寸检测、拉伸性能试验、硬度试验、弯曲试验,以及电性能试验、晶粒度检测。而对于检验结果的判定,化学成分不合格,则判定该批材料不合格。外形尺寸偏差和表面质量不合格,只证明该样品不合格,因此,进行此检测的时候,需逐一进行检测。当力学性能、弯曲试验、电性能和晶粒度的试验结果中有试样不合格时,应领取双倍数量的试样进行重复试验,重复试验结果全部合格时,可判整批产品合格。
铜止水的固定问题直接影响到后期的混凝土浇筑,同时还会对止水的效果起到相应程度的影响。一般铜止水固定不牢固,在浇筑过程中发生位移,那么伸缩缝内部便容易蓄水,引起渗透,从而发挥不了紫铜止水的防水作用。
为了简单快速的实现铜止水的固定,在对铜止水大样图进行设计的时候,可以使铜鼻子的深度稍微深一定,宽度根据伸缩缝的宽度确定,小于伸缩缝宽度2~4mm即可。那么在安装过程中,便可直接设置在伸缩缝内部,将铜止水固定住。
止水铜片的焊接所用的电压、电流、焊速、弧高四者是焊接质量的决定性因素,四者选择恰当,才能有 适当的温度和良好的熔化,泰安止水铜片才能保证止水铜板焊缝与封底的质量要求。
1.电压:焊1.5毫米厚的止水铜片,采用28-35伏。弯边高电压可较大,弯边低电压可较小。
2.电流:采用140-190安培
3.焊速:以每分钟0.8-1米为适。
4.弧高:一般弧高8-10毫米,起焊在100毫米范围,收焊时,速度更快些,避免穿孔。
对紫铜止水带施焊时应以熔边的中心线作为焊接中心这样才嫩更好的熔化和封底。