





我们的钢结构_H型钢抛丸喷漆优选原材产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
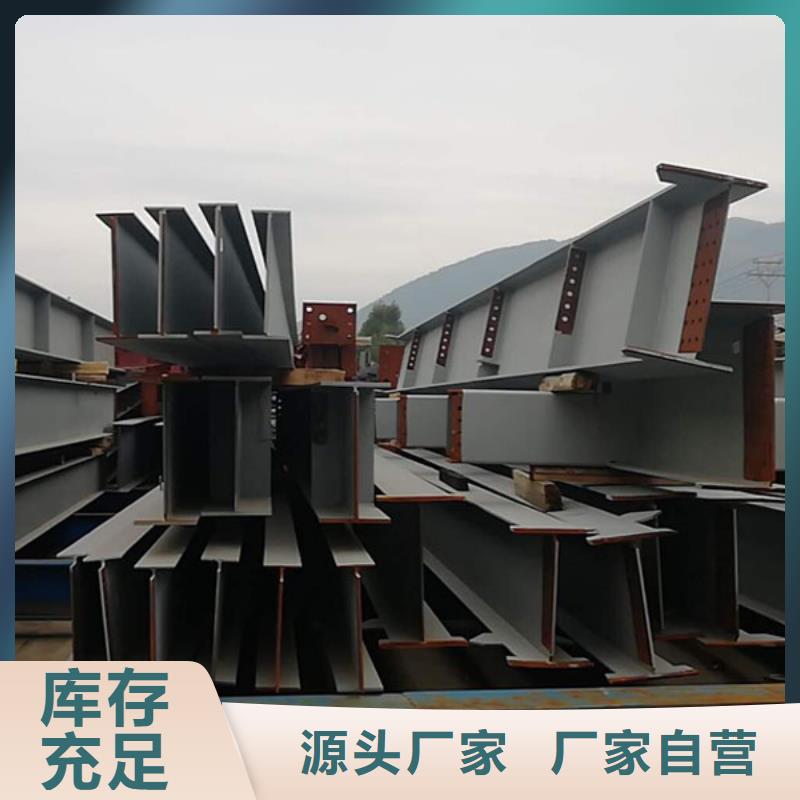
以下是:钢结构_H型钢抛丸喷漆优选原材的图文介绍


(4) 终拧扭矩:高强螺栓 紧固用的扭矩为终拧扭矩。考虑各种预应力的损失,终拧扭矩一般比按设计预拉力作理论计算的扭矩值大5%~10%。
一、钢结构安装焊接前的准备工作
试验钢材包括Q345GJC-Z15(壁厚70mm)、Q345GJC-Z15(壁厚40mm)、Q345C(翼缘厚28mm),焊接位置为柱—柱横焊、柱—梁平焊(包括桁架梁上下翼缘平焊)、T型角立焊。坡口形式及尺寸按设计要求。焊后外观及超声波检查合格后取样进行了力学和物理试验。
试验结果接头的抗拉强度达到母材抗拉强度标准值,接头弯曲180°无裂纹。采用的焊接材料和焊接设备技术条件应符合 标准,性能优良。清渣、气刨、焊条烘干保温等装置应齐全有效。
二、手工电弧焊及CO2气保焊焊材和设备
(1)焊条应在高温烘干箱中烘干,焊条烘干次数不得超过两次。
(2)焊丝包装应完好,如有破损而导致焊丝污染或弯折、紊乱时应部分弃之。
(3)CO2气体纯度应不低于99.9%(体积比),含水量应低于0.05%(重量比),瓶内高压低于1MPa时应停止使用。
(4)焊机电压应正常,地线压紧牢固,接触可靠,电缆及焊钳无破损,送丝机应能均匀送丝,气管应无漏气或堵塞。
一、钢结构安装焊接前的准备工作
试验钢材包括Q345GJC-Z15(壁厚70mm)、Q345GJC-Z15(壁厚40mm)、Q345C(翼缘厚28mm),焊接位置为柱—柱横焊、柱—梁平焊(包括桁架梁上下翼缘平焊)、T型角立焊。坡口形式及尺寸按设计要求。焊后外观及超声波检查合格后取样进行了力学和物理试验。
试验结果接头的抗拉强度达到母材抗拉强度标准值,接头弯曲180°无裂纹。采用的焊接材料和焊接设备技术条件应符合 标准,性能优良。清渣、气刨、焊条烘干保温等装置应齐全有效。
二、手工电弧焊及CO2气保焊焊材和设备
(1)焊条应在高温烘干箱中烘干,焊条烘干次数不得超过两次。
(2)焊丝包装应完好,如有破损而导致焊丝污染或弯折、紊乱时应部分弃之。
(3)CO2气体纯度应不低于99.9%(体积比),含水量应低于0.05%(重量比),瓶内高压低于1MPa时应停止使用。
(4)焊机电压应正常,地线压紧牢固,接触可靠,电缆及焊钳无破损,送丝机应能均匀送丝,气管应无漏气或堵塞。





仓库充裕,诚信商家,发货及时,速度快。本公司产品都通过各部门]严格质检,产品没有质量问题方可发货。完整科学的质量管理体系,
实力和产品质量获得业界的信赖,欢迎各界朋友莅临参观、指导和业务洽谈。


钢结构企业:须重视“十二五”发展
各地重大钢结构工程的成功建设,说明我国的钢结构综合技术水平已处于国际先进水平。但我国的钢结构产业在息化、自动化、标准化、科研创新方面同发达 相比还有不小的差距。
2011年是 “十二五”规划起始之年, 有关部委、行业协会及企业集团、钢结构企业都在进行调研、分析市场及未来发展趋势。 发改委、工部、科技部也正在研究有关战略性新型产业确定和规划目标,对具有国际先进水平、自主创新能力强、国际竞争实力强大并可以占领更多市场的产业,将列入规划并给予支持、扶持政策。机遇也是挑战,我国钢结构产业能否上台阶、上规模,“十二五”期间的发展至关重要。
中国钢结构协会经过调查研究,在听取有关专家意见和建议后,草拟了《关于钢结构产业在 “十二五”规划的战略思考及建议草案》,在征求有关人员的意见后,协会将组织有关专家具体落实、完善,以促进“十二五”期间钢结构行业取得更大发展。
钢结构行业由于其经济和技术的优越性、低碳减排、循环经济以及可工业化、产业化发展,能更好的适应并满足当前我国国民经济建设需要,也将成为具有市场广阔、企业众多、创新不断、充满蓬勃生机的新兴产业之一。
分析认为,“十二五”期间,获得政策扶持的钢结构行业有望在海洋工程、住宅和桥梁领域大展拳脚,实现产量的倍增。
各地重大钢结构工程的成功建设,说明我国的钢结构综合技术水平已处于国际先进水平。但我国的钢结构产业在息化、自动化、标准化、科研创新方面同发达 相比还有不小的差距。
2011年是 “十二五”规划起始之年, 有关部委、行业协会及企业集团、钢结构企业都在进行调研、分析市场及未来发展趋势。 发改委、工部、科技部也正在研究有关战略性新型产业确定和规划目标,对具有国际先进水平、自主创新能力强、国际竞争实力强大并可以占领更多市场的产业,将列入规划并给予支持、扶持政策。机遇也是挑战,我国钢结构产业能否上台阶、上规模,“十二五”期间的发展至关重要。
中国钢结构协会经过调查研究,在听取有关专家意见和建议后,草拟了《关于钢结构产业在 “十二五”规划的战略思考及建议草案》,在征求有关人员的意见后,协会将组织有关专家具体落实、完善,以促进“十二五”期间钢结构行业取得更大发展。
钢结构行业由于其经济和技术的优越性、低碳减排、循环经济以及可工业化、产业化发展,能更好的适应并满足当前我国国民经济建设需要,也将成为具有市场广阔、企业众多、创新不断、充满蓬勃生机的新兴产业之一。
分析认为,“十二五”期间,获得政策扶持的钢结构行业有望在海洋工程、住宅和桥梁领域大展拳脚,实现产量的倍增。





四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
