



云浮供应数控钢筋笼绕筋机_优质厂家
比如您购买的弯曲机能弯曲大直径在12毫米的钢筋,但却要用该机弯曲直径在13毫米甚至更大直径的钢筋,岂知这对弯曲机的弯曲辊、机身构造和电机等都会造成严重的损害。轻者需要对有关配件进行更改,重者会造成机器的报废,所以奉劝客户朋友请严格按照机械设备的操作规范进行正确的使用。

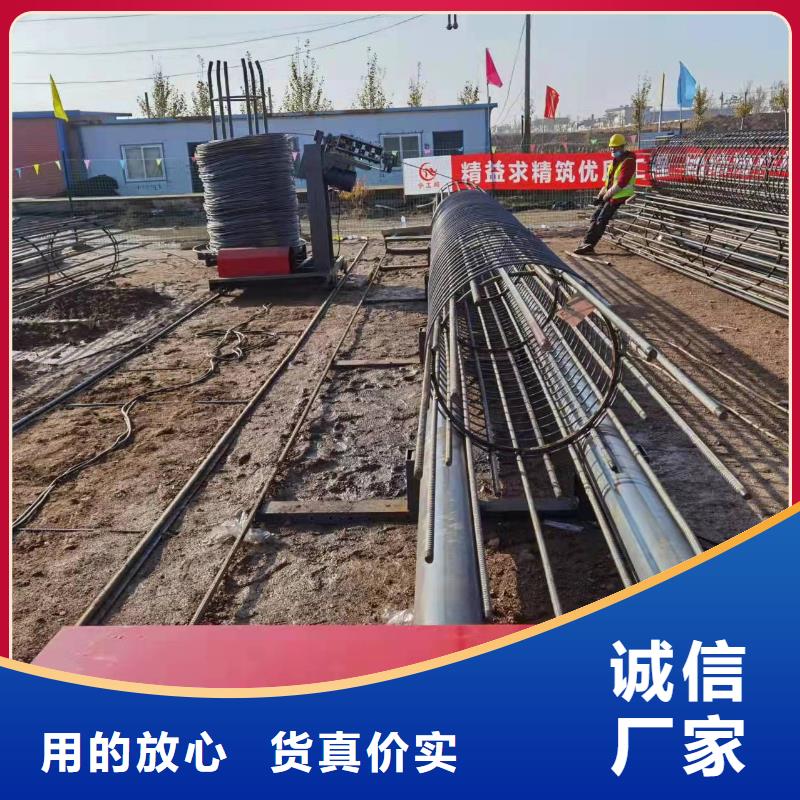
钢筋笼绕筋机的使用说明1.备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。2.焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。3.圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。4.调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。工作原理钢筋绕筋机主机是采用传动原理——即钢筋笼平置于2组动力托辊之间转动,小车载着线材平行于主机匀速进行,产地螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产。产品特点:1、 速度快待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2、 质量稳定机械化作业不受人为因素影响,长时间工作可稳定质量不变。3、 适合各种主筋箍筋数量、形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4、 转运便捷组合式设计使搬运、安装、生产等不依赖起重设备,适应工厂化大批量固 定生产和施工现场分散的机业。5、 功耗低总功率不到15KW同步工作不到5KW 节能而且不影响总电容的配比。6、 流水线形式施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋施焊等 全部。7、 采用螺纹连接技术可,帮助钢筋笼分解、安装速度。
不管再结实的全自动钢筋弯曲中心,也经不起“连轴转”似的生产,这很容易其机体结构出现”疲劳“,机体结构变形、弯曲辊出现裂纹与电机过热等现象。所以在使用弯曲进行钢筋弯曲作业时,应让其“劳逸结合”,切勿进行满负荷的连续生产
产品说明:1.一般常用之螺丝,自行车、汽机车及小家电轴心、事务机器零件,相当适用本系列滚牙机加工。2.配置精密的涡杆涡轮组合,传动稳定,无间隙过大的问题,确保螺丝精度。3.装配精密传动齿轮,经研磨后,不但噪音,持久耐用,传动无间隙。4.鸠尾斜度形滑板,进给滚牙时,不鬆动、不跃升、不易磨损。5、建贸套丝机采用简易偏心式进刀施给压力、操作简单、精巧玲龙,为适合小螺丝,压花纹之使用。钢筋剥肋滚轧直螺纹连接技术,是一种新型的钢筋连接技术,和传统工艺相比,该技术的优点在于无虚假螺纹,力学性能好,连接可靠连接强度超过钢筋母材强度,该技术达到了JGJ107-2003中一级接头标准。主要技术参数:本机主要特点: 主要技术参数:HGS-40型钢筋直螺纹剥肋滚丝机主要用于建筑工程带肋钢筋直螺纹丝头,是实现钢筋直螺纹连接的关键设备,可加工直径16-40mmHRB40mmHRB335级和HRB400级带肋钢筋.具有独特性刀具自动开合,钢筋一次装夹。30秒完成丝头加工,效率高。加工牙形饱满,尺寸精度高,可加工正扣螺纹,也可加工反扣螺纹。本机操作简单,设计合理,使用维护方便,更换刀片,仅需5分钟。可滚扎60度或75度钢筋纹头换滚丝轮即可。刀具采用自动开合结构,钢筋丝头加工”模具化“,精度高,合格。 加工钢筋直径范围:16-40mm绕筋机
 云浮供应数控钢筋笼绕筋机_优质厂家
云浮供应数控钢筋笼绕筋机_优质厂家

数控钢筋笼自动绕筋机的油泵压力不足的分析1、带动油泵的电动机的转向反了。整改措施就是调换一下电动机三相电源线中的任意两个相位。2、油箱内的油液位过低。方法就是添加液压油到油泵能抽到的位置以上。3、阀坏了或者系统的压力偏低。措施是更换新的的阀,湖综合调整调压阀的大小。4、由于磨损原因,造成油泵和电机之间的联轴器不起效了。修改方法是更换失效的联轴器。5、数控钢筋笼自动绕筋机的电磁换向阀卡死了。修复换向阀,或者更换新的换向阀。6、油缸的密封圈出现了问题,这种情况一般就是直接更换新的密封圈。全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。 需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
绕筋机分析线钢筋滚笼机在使用中故障问题:1、钢筋滚笼机刀片的刀床,容易形成弧面。其主要是床面短,刀刃端伸出长达22.5mm。由于刀刃过长,就难以克服冲切产生的横向压力,也就是说,刀刃伸出越长,床面支撑点承受的压力就越大。2、钢筋滚笼机的床面中心没有退屑槽,在更换刀片时,床面、特别是中心位置,容易沾有碳化皮,铁屑等杂物夹在里面,使钢筋切断机刀片与床面的局部或四周形成空隙,冲切时刀片就产生横向摆动,导致床面逐渐形成拱弧面,刀刃崩裂,有时切6?mm钢筋切不断而夹口3、钢筋滚笼机润滑不良,钢筋切断机刀片的刀座上下滑动容易磨伤,有时被卡死在里面不易打下来,主要原因,是刀座的两条横油槽相距宽,而冲切形成只有5mm,中间有20mm钢筋切断机刀片的刀座得不到足够的油,特别是两侧,不能往返,耗油多4、钢筋滚笼机刀片损耗大,单刃、双刃刀片利用率不高。有时新刀片用不到一两个小时就崩个大口子。