
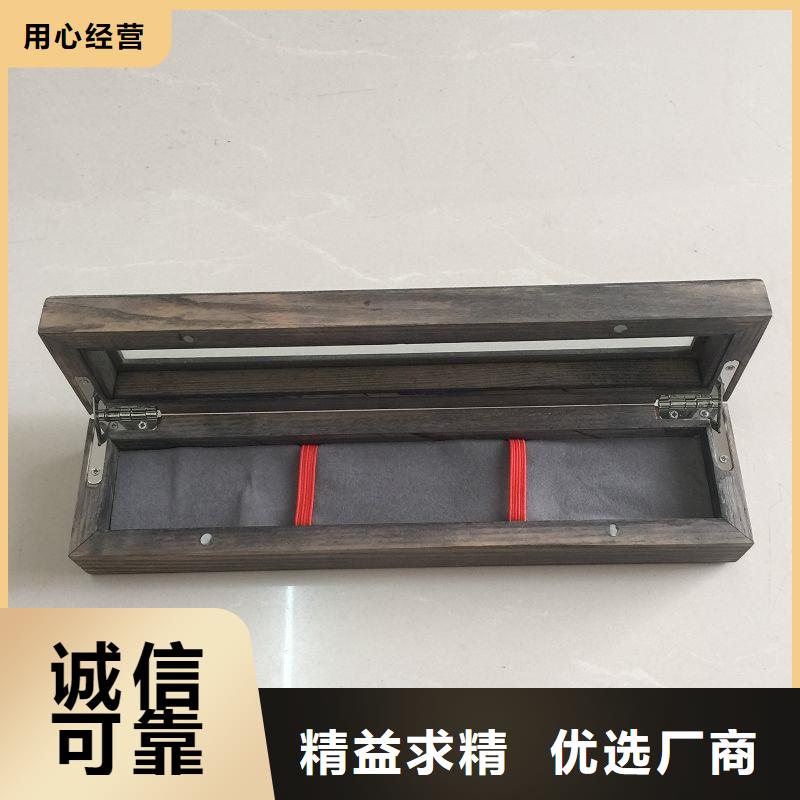




钢琴漆工艺是木盒制作烤漆工艺的一种,与普通高亮光喷漆相比,钢琴漆有两大本质不同:
:木盒制作钢琴漆有很厚的底漆层,面漆考究。表层晶莹透亮、穿透力极强。
第二:钢琴漆的表层比较脆,要小心保护,由于有这样的差别,钢琴漆在亮度、致密性特别是稳定性上要远远高于其它漆的效果。
钢琴漆表层经过几十年后依然光亮如新,而普通的亮度喷漆早已氧化渗透不复旧观了。另外,钢琴烤漆工艺在木盒制作过程中,必须经过长时间烘干,成品硬度可与人造大理石相媲美;同时因为经过烘干和物理处理的施工过程,木盒制作板材及涂料中所含的甲醛或对人体有害物质已经得到彻底挥发,所以,钢琴烤漆的木盒更具环保性。
木盒制作中木材和烤漆工艺中都需要干燥这道工序,木盒制作的木材干燥工序通过以下三种方式实现。
1、自然干燥:将木材分类放置通风处(板材、方才或圆木),搁置成垛,垛底离地60cm左右,中间留有空隙,使空气流通,带走水分,木材逐渐干燥。自然干燥一般要经过数年或数月,才能达到一定的干燥要求。
2、简易人工干燥:一是用火烤干木料内部水分。二是用水煮去木料中的树脂成分,然后放在空气中干燥或烘干。这两种方法干燥时间可能缩短,但侵水后的木材容易变色,有损木质。
3、人工干燥:将木材密封在蒸气干燥室内,借蒸气促进水分蒸发,使木材干燥。(根据木材的大小、厚薄,如4cm板材烘干时间一般需要一个星期),干燥的程度 可使木材含水量仅达3%。但经过高温蒸发后的木质发脆失去韧性容易受到损坏而不利于雕刻。通常讲原木干燥的程度应保持在含水量30%左右。




周口瑞胜达是一家自主研发,销售一体的现代化企业,公司主要生产【防伪合同厂家】,品质好,质量高,客户至上,欢迎垂询。


我们都知道礼品包装盒,里面的礼品是拿来送人的,它装饰着礼品的外观,这是个面子问题,因此对于礼品的外包装打扮也是很重要的。
木盒包装的完美是值得拥有的。木制包装盒的设计方面也需要很高的要求,我们人也是这样的,三分靠长相,七分靠打扮。礼品包装盒对于礼品来说就是一个价值,礼品的价值在很大程度上是取决于它的包装的。
木盒包装是礼品包装盒里经济实用的包装,如果把它设计的更加完美,对于一切都有极好的发展性。
礼品包装盒的用处是很多的,因为啥产品都是利用它来包装的,在相应的东西上面是非常好的,不光提供了便当,外观也是很加分的。
在我们现在的日子中,运用到这个包装盒的情况有很多,在这里告诉大家,有需要定做木盒包装的找我们, 我们是专业的木盒包装厂家,因为我们有着礼品包装盒,专业的设计、生产、研发技术团队。
找到我们你将会得到好的礼品包装盒,在这个过程中,您还可以极好地去感受到我们带给您的完善的服务。
对于许多的产品来说,我们是要好好地去规划那些包装的,使得我们的产品可以变得更加完善一些。
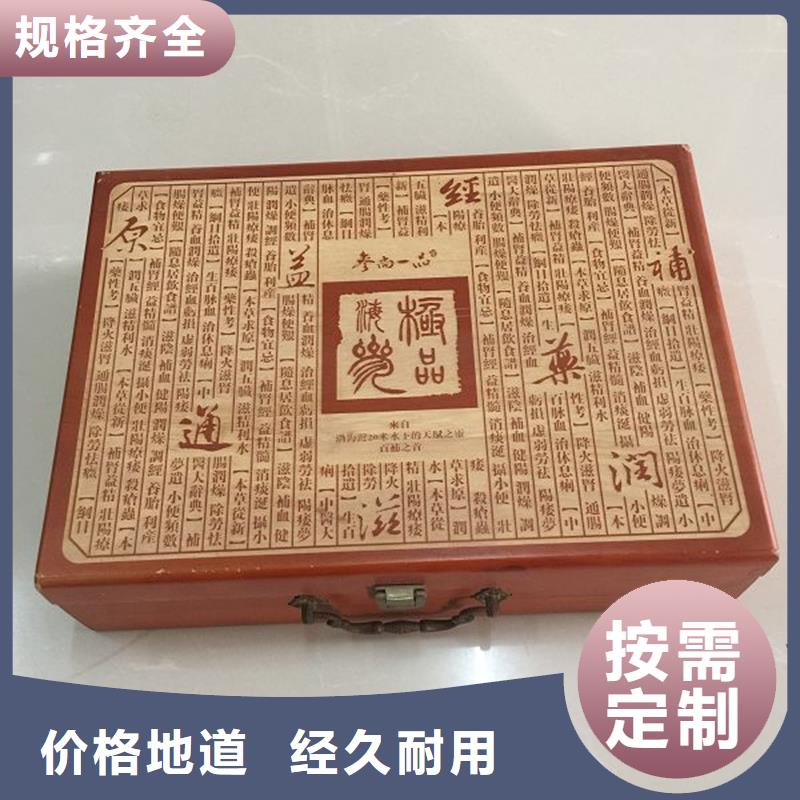
很多用实木高级木盒包装的都会比较在意选用什么样的斑纹, 纯实木的斑纹每一个都不一样,无论什么实木,都有山纹或者直纹以及球纹,每一个用纯实木制作的木盒都是个性的,给人 个感觉就是天然立体。
木材斑纹按其构成的不一样,可分为根基银光斑纹、树瘤斑纹、鸟眼斑纹、银光斑纹、树桠斑纹。
下面来介绍各个斑纹。
(1))根基斑纹:根基部分的木材细胞排列极不规则,经刨切后,可构成悦目斑纹,这种
斑纹称为根基斑纹。
(2)树瘤斑纹:树瘤是树木受伤或因病菌而构成的一圆球状凸出物。经锯切或刨切后,材面显示 出极为美丽的图案,称为树瘤斑纹。
(3)鸟眼斑纹:指寄生植物寄生于树木的皮部,使局部木材凸陷而成鸟眼状的斑纹。
(4)银光斑纹:指宽木射线在径切面上所显示的、具明显光泽的斑纹。
(5)树桠斑纹:指沿树木枝桠锯切所显示的斑纹。由于木材细胞相互排列成一定角度,形似鱼 骨,故又称鱼骨斑纹。
木盒包装由于构成的原因不一样,木材斑纹各有特色,如行云流水的山峰纹、变化多端的鬼脸纹等,但木材斑纹的种类可概括分成以上五种。
北京木盒包装生产厂家以简略的技能提高包装的档次,对于客户来说每一款产品包装都需要上档次的。
一款而又简略的木盒包装进入了商场,冲击了不少宝贵的木盒包装商场,用一款简略的木盒包装来发挥出包装的档次,是许多客户都想要的效果。
虽然是以简略的技能,但是在生产过程中的每个细节都是十分不简略的,的重要在于规划的调和,以及生产上的细节把控,这样才能使得木盒包装更加经济实用。




做好实木木盒品质的实战经验
包装盒厂家成千上万,木制包装盒厂家东莞好说也有几百家,但东莞专业专注做实木木盒厂家倒不多,真正要做好实木木盒的品质与每一个加工细节及注意事项是紧密分不开的。
我司很愿意将十多年专注生产实木木盒的实战经验与大实分享: 其实,实木木盒品质要好,首先就是实木产品的白身产品细节要做好,要做到位: 1、变形大、色差大、篮斑、树心、树结较多的材料尽量不做本色产品,取材率低且品质不佳,如白杨木、国产桦木等,特别是香樟木做本色产品很难控制色差,结疤。
2、备料在100mm以内宽度可用25MM厚实木直接取两片厚度为8.5mm的材料,但宽度大于100mm的不拼板可以做到8.5mm厚,拼板就只能做到7.5mm的厚度。
3、对分件规格在10*10mm以下的,加工操作危险性较高,异形或花形类产品分件,因加工工艺复杂,操作起来慢,而且砂磨时会产生一定的变形。
4、如原材料本身毛细孔深,组装时外溢的胶水很难处理干净,影响油漆效果。
5、对于产品高度大于220mm的产品,因在砂光过程中已超出平面机砂的范围,只能用侧面砂或者其它方式处理,将存在一定的变形。
6、产品分件要打弧形的,如果高度超过120mm,则属于特殊的工艺,要特殊对待,需CNC加工的产品在内形R角小于R3时,在转角处易产生螺旋形的毛刺,很难砂光滑。如产品分件长超过780mm,仿型机不能加工。
7、针对45°对角结构的产品,站立起来对角不通的结构方式在加工过程中比平面切通式结构会慢,而且误差要大。
8、着色产品不可点胶水,不能有横砂印和砂光机的机圈印,对于补土印、白胶印要砂干净,产品光滑度要好,补缝时还需调好对应的颜色。
9、本色及浅色产品不可有发黑现象,补结疤、补小碰伤的土要调色,色差要分好,组装时要配色,以达成单个产品颜色整体一致。 10、拼板类产品会存在一定程度的色差,难以杜绝,但拼板时须特别注意:浅色与浅色相拼板(后面可以统一修色处理),深色的与深色的相拼。
11、对于不是组装式结构的单个产品,如板厚低于9mm,宽度大于60mm,生产时首先要拼板加强,否则会造成变形。
12、木盒产品在组装及包装时,如发现易磨花的产品时,要先在产品中间垫上一块棉片或胶片再组装。
