



想了解恩施厚壁大口径弯弧现货充足产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:恩施厚壁大口径弯弧现货充足的图文介绍

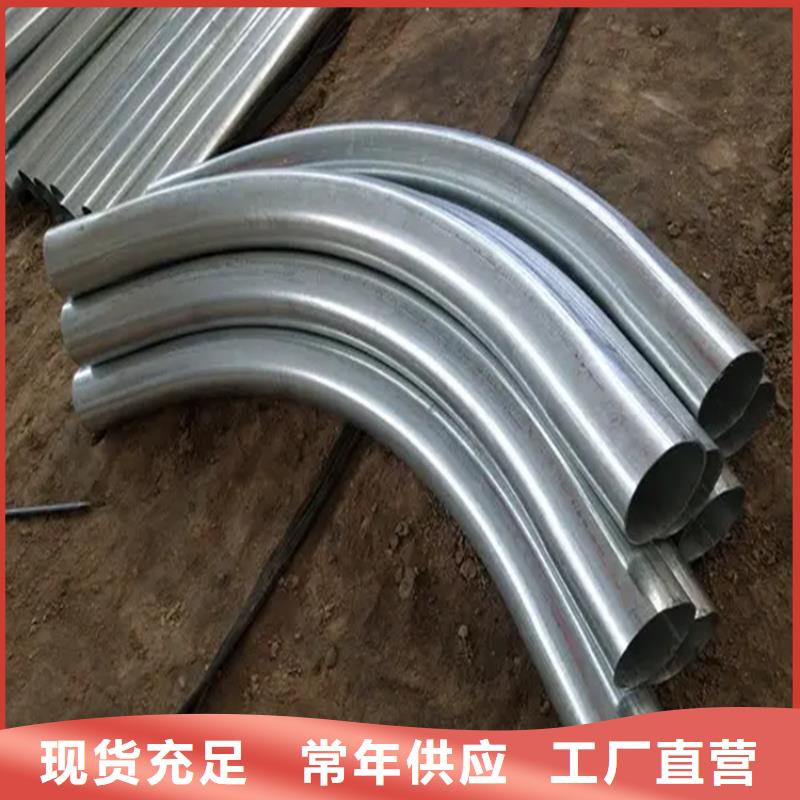
全自动弯管机具体应该怎么使用? 全自动弯管机的应用越来越广泛,那大家知道它应该怎么使用吗? 1、认真阅读电动油泵的使用说明书。 2、将工作油缸旋入方档块的内螺纹,使轮子向下,油缸后端安装在支架上。 3、按照所弯管子的外径选择模头,套在柱塞上。 4、向模头方向两个滚轴上对应的沟槽,然后装入相应尺寸的花板孔,再将上板板盖上。 5、将所弯管子插入沟槽内,将高压油管端部快速接头活动部分向后拉,并套在工作油缸的接头上。 6、将电动油泵上的卸油螺钉旋紧,即完成所弯管的弯曲。 7、弯曲完毕,松开放油螺钉,柱塞即自动复位。


弯管仅适用于使用过程中的工业用途,用刷子取出酸洗液,擦拭焊缝和待处理表面,试擦20分钟后再刷,产品中的氧化皮和较低的空气温度可以适当延长其处理时间,不锈钢弯管在使用过程中,斑点或横向开裂现象主要是由材料基体中的夹杂物引起的。因此在生产过程中可以有效提高其材料的纯度,如果弯管存放时间较长,必须定期保存和检查,使用时应保持清洁,并及时污渍,存放地点应通风,不得堆放或放置在室外,弯管应始终保持其干燥和通风。使用时要按照其准确的储存方法储存并需要保持清洁以及整洁,安装时可以根据其连接方式直接安装在管道上。 弯管安装时应位于正确的位置,但一般情况下,可以随意安装在管道的位置,但在操作过程中,应方便简单,弯管的弯头应水平安装,并注意其密封性能,不得泄漏,如果有泄漏,会影响管道的运行,另外,弯截止阀、闸阀、球阀不是全关就是全开,不允许调节流量,会影响管道的密封性,加速磨损。




弯管生产加工产品品质的确保。弯管生产过程中,在其中的加工工艺主要参数必须有效选中,只能那样,所生产制造的商品外型吃及其物理性能等检验达标以后才能够 生产制造。出自于制成品品质的考虑到,在开展弯管生产加工的全过程中一定要有效操纵规格尺寸及精密度,防止规格误差的状况出現。 另外在开展生产加工工作的全过程中,也必须确保当场自然环境的优良,而且要提早了解所要生产加工商品的品质规定等。一般会规定弯管生产加工制成品的支管都必须选用管帽开展维护,那样商品在运送的全过程和实生物不容易出現掉下来的状况。 此外,有关弯管生产加工商品的生产制造必须出示相对的检验质量报告和生产制造汇报,并且这种材料也必须开展立即的储存。而且全部的工程施工的工作人员务必要配戴统一的工作服装及其配戴标示牌,当场还要开设显著的工程项目名字及其施工企业等,这一工程项目的动工及其规划许可证准字号都必须开展非常好的储存。 在生产制造期内,有关场所的设计方案规定也务必要考虑性及应用规范。换句话说,在弯管生产加工期内,必须依据安裝用电量设备,严禁出現一切的随意吊线接线的状况,全部的工程施工场地必须维持其人体感应灯光亮。应用到的机器设备必须依照所整体规划的部位及其路线开展出入,干万不可以随意的开展走动。当场全部的原材料必须开展齐整集中化的放置,干万不可以随意的置放。如今必须搞好许多 安保的工作中,周边的维护设备。 弯管生产加工产品品质的确保 总而言之,在全部加工过程中一定要保证。非工作中的工作人员不可进到生产制造当场,另外当场必须依据其规定或是状况来开展配置一些消防的器械。在弯管生产加工完毕以后,应开展机构场地,一些剩下的化学物质必须离场。


型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数; 2.准确预测拉弯零件的回弹量。 实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。


航萧管件有限公司价值观:创新、品质、诚信、合作共赢
使命:让地面更美好,让生活更幸福
理念:用更有价值的 湖南岳阳O型弯管产品与理念让更多人真正受益
愿景:致力于打造一家受人尊敬的,更具社会影响力的 湖南岳阳O型弯管企业


