





本机由机械工作部分与电器控制部分组成:1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。1)主驱动系统由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,通辽钢筋笼绕筋机同时向焊接控制系统传输焊接信号。2)拉筋系统牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。3)电极系统气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。4)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的精确调节和焊接过程的完成。5)焊接控制主回路系统:主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。
3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,半自动钢筋笼滚焊机可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。
4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
5、半自动钢筋笼滚焊机焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。钢筋笼绕筋机
图片")
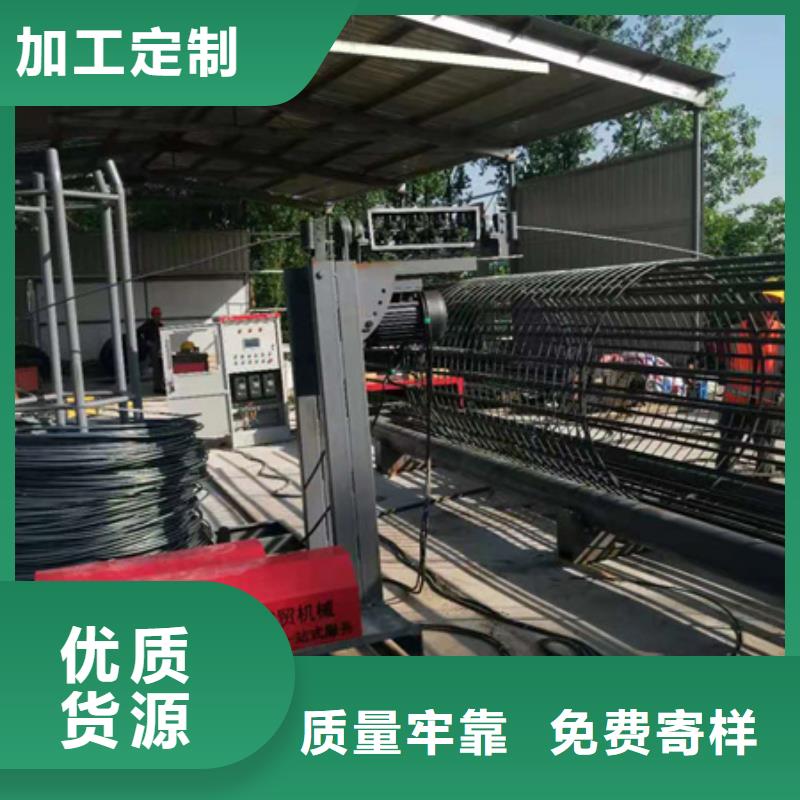
通辽钢筋笼绕筋机主要技术参数:小钢筋笼直径400mm;钢筋笼直径:2800mm;用于加工圆形或棱柱形的钢筋笼,长度可以达到30米以上,,直径2.8米。钢筋笼周围为螺旋形焊接箍筋,箍筋间距可以由程序预先设定。本设备具有以下优点:(1) 设备只需1人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。主要技术参数:小钢筋笼直径:400mm;钢筋笼直径:2800mm;钢筋笼长度:40m;箍筋直径范围:6-16mm;可以根据用户要求定做设备承料架 1套,电机驱动,自动上料,可载重2T以上 ,数控弯曲机头 2台,立式自动弯曲;伺服驱动,弯曲力量强大;两机同时或独立正反弯曲各种形状箍筋大大提高效益及工作速度降低人工及成本自动行走机构 1套,伺服驱动,高精齿轮齿条啮合传动 ,确保钢筋长度精准机器上骨架制作过程:待主筋转至上方再补焊电控系统 1台, PLC控制。人机界面(触摸屏)立式操作台;程序实用、易学,适合工地工人现场作业 空压机 1台,随机工具及说明书 1套。
图片")
二、通辽钢筋笼绕筋机原理特点1.PLC变频控制2.绕筋间距.速度无极可调,3.本机参数有自动存储功能4.可远距离遥控使用,远达50米内控制高效方便5.滚筒采用厚壁无缝钢管结实耐用耐磨6.调直机底座可升降广泛用于桥面,房建、房护桩防护,地铁缠桩基、高铁桩基、跨海大桥各大桩基绕筋施工用7.放线架采用304圆钢制作扎实耐用8.本公司产品系同行业中配置没有后顾之忧三、功能应用主机;含机架、底座、胶辊、传动系统等。胶辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。不需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接。
图片") 通辽市(钢筋笼绕笼机)图片
<通辽>建贸机械设备有限公司
通辽市(钢筋笼绕笼机)图片
<通辽>建贸机械设备有限公司
本机由机械工作部分与电器控制部分组成:1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。1)主驱动系统由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,同时向焊接控制系统传输焊接信号。2)拉筋系统牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,通辽钢筋笼绕筋机完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。3)电极系统2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的精确调节和焊接过程的完成。2)焊接控制主回路系统:主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
