

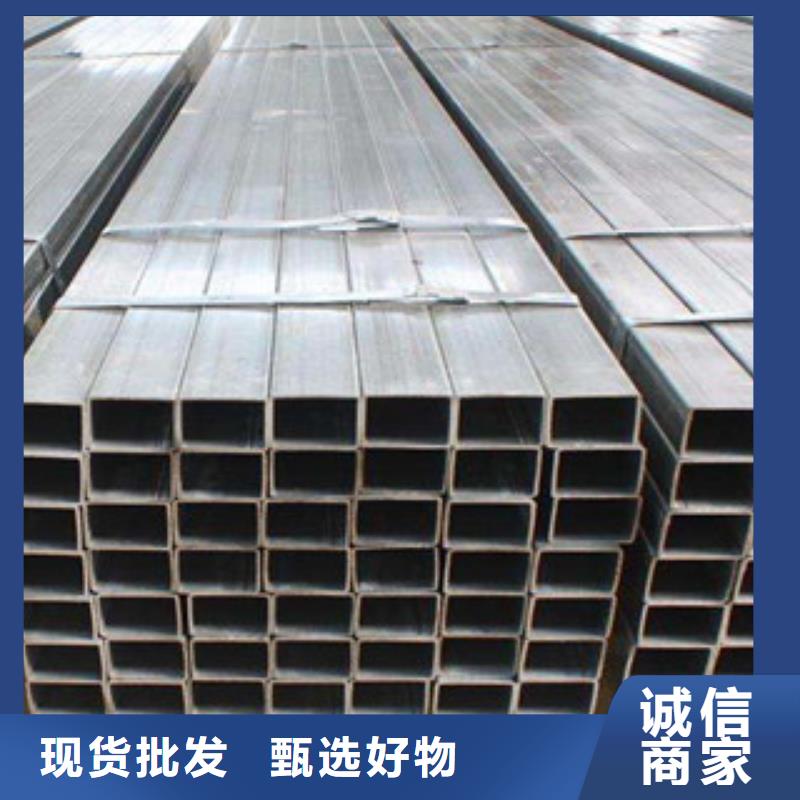
我们的现场实拍视频将带您走进 热镀锌方矩管用心制造产品的世界,产品视频细节之美一览无余!
以下是: 热镀锌方矩管用心制造的图文介绍

磷化是一种化学与电化学反应形成磷酸盐转化膜的过程,所形成的磷酸盐转化膜简称为磷化膜。它可以发挥很大的作用,可提高方矩管的防锈能力。我们在对方矩管进行磷化处理时, 使溢流水洗,以保证方矩管充分清洗干净,减少串槽现象。溢流时应该从底部进水,对角线上部开溢流孔溢流。对于任何一种磷化液都会或多或少产生沉渣,应在工艺予设计时注明设有磷化除渣装置。特别是对方矩管进行喷淋磷化时,除渣装置必不可少,典型的除渣装置有:斜板沉淀器、高位沉淀塔、离心除渣器、纸布袋滤渣等都可供选择。各个工序间的间隔时间如果太长,会造成方矩管在运行过程中二次生锈。特别是有酸洗工艺时,酸洗后管材极易在空气中氧化生锈泛绿, 设有工序间水膜保护,可减少生锈。而间隔时间短,不能完全有效的沥干水分,产生串槽现象,甚至槽液遭到破坏。所以,在考虑方矩管的工序间隔时,应根据情况选择一个恰当的间隔。


钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割 速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来 地改善切割断面质量,那是办不到的,只能 使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产 生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。





随着规模的不断扩大,鸿顺管道科技有限公司(武义分公司)拥有一批专门从事设备设计、开发、生产的技术人员和的管理人才。建立比较完善的生产流程和质量管理体系。公司始终把 涂塑钢管、衬塑复合管、钢塑复合管、防腐钢管作为主业,不断更和开发产品来满足用户的需求。由于公司多年从事 涂塑钢管、衬塑复合管、钢塑复合管、防腐钢管的研究开发,在生产安装方面积累了大量的经验,以方便用户选购,以达到用户的满意效果。


虽然对于槽体加热管材料的选择不是工艺设计的内容,如果不予提醒,可能会造成设备设计人员的疏忽。对于硫酸、盐酸酸洗时,其槽体材料只能选用玻璃钢、花岗岩、塑料,加热管只能选用铅锑合金管、陶瓷管,而不能选用不锈钢材料。如果是采用磷酸酸洗,其槽体及加热管材料均可选用不锈钢材料,当然玻璃钢、塑料、花岗岩均可。对于易形成死角存水的方矩管,必须选择适当的位置钻好工艺孔,保证水能在较短的时间内充分流尽。否则会造成串槽或者要在空中长时间沥干,产生二次生锈,影响磷化效果。
有时方矩管坯会出现分层问题,从而导致探伤不合。要这一缺陷,我们可以优化方矩管板坯的缓冷工艺,主要针对堆垛温度和堆垛持续时间。轧制钢板厚度不大于80mm钢板热矫直后,在冷床停留时间不得超过5min。厚度大于80mm钢板可适当延长至10min,确保钢板成垛前温度控制在500℃以上。钢板厚度不大于50mm钢板缓冷时间在12h;厚度大于50mm的钢板缓冷时间24h,严禁提前拆垛精整。
有时方矩管坯会出现分层问题,从而导致探伤不合。要这一缺陷,我们可以优化方矩管板坯的缓冷工艺,主要针对堆垛温度和堆垛持续时间。轧制钢板厚度不大于80mm钢板热矫直后,在冷床停留时间不得超过5min。厚度大于80mm钢板可适当延长至10min,确保钢板成垛前温度控制在500℃以上。钢板厚度不大于50mm钢板缓冷时间在12h;厚度大于50mm的钢板缓冷时间24h,严禁提前拆垛精整。




