


<呼伦贝尔>神悦钢材有限公司
呼伦贝尔热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。
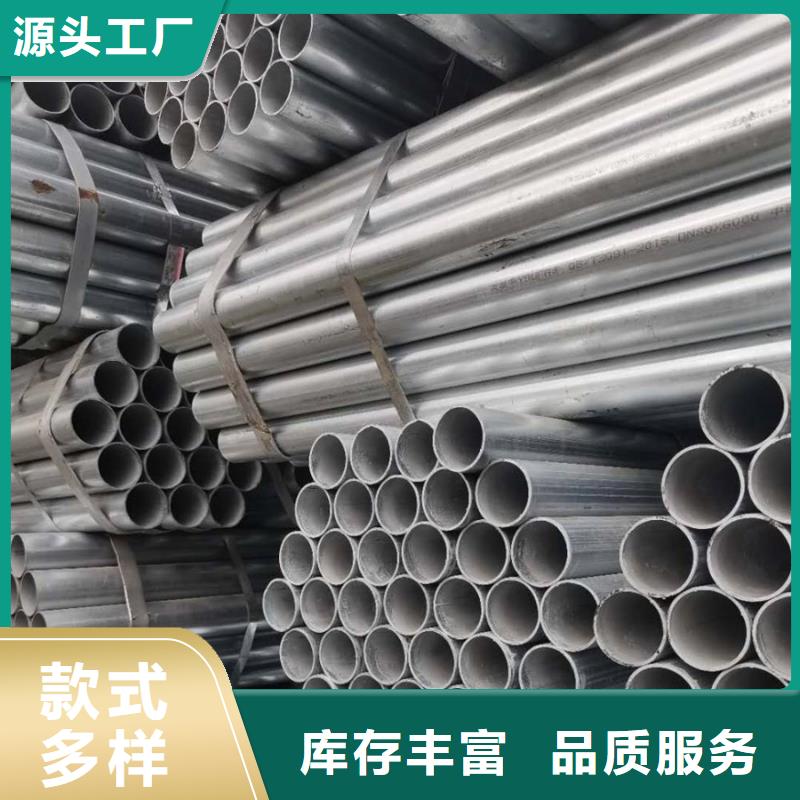
呼伦贝尔镀锌管由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。热镀锌是将除锈后的钢构件浸入600℃左右的高温锌液中,使钢构件表面附着一层锌层。从而达到防腐的目的。 近年来,轻钢结构体系中出现了大量压型钢板。呼伦贝尔热浸镀锌也用于防止腐蚀。热镀锌的 道工序是酸洗除锈,然后是清洗。这两个过程的不完善会给防腐留下隐患,所以必须彻底处理。钢卷定位正确后,可将开卷机的左右锥头插入钢卷中同时旋转,将导头送至夹送辊,压紧夹送辊上辊 下降,线圈小车和磁辊可以回到原来的位置。 为使弹簧钢带运行准确,开卷机在运行前可整体轴向移动150mm。开卷机启动后,带钢通过夹送辊到达配有除尘装置的矫直机。将拉直的弹簧钢带用滑动式液压剪裁切到钢带的头部和尾部切割后的钢带头可以立即滑入废纸箱,切割后的钢带尾部可以由外部的输出装置收集线在专用的收集箱中。


呼伦贝尔镀锌管由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。热镀锌是将除锈后的钢构件浸入600℃左右的高温锌液中,使钢构件表面附着一层锌层。从而达到防腐的目的。 近年来,轻钢结构体系中出现了大量压型钢板。呼伦贝尔热浸镀锌也用于防止腐蚀。热镀锌的 道工序是酸洗除锈,然后是清洗。这两个过程的不完善会给防腐留下隐患,所以必须彻底处理。钢卷定位正确后,可将开卷机的左右锥头插入钢卷中同时旋转,将导头送至夹送辊,压紧夹送辊上辊 下降,线圈小车和磁辊可以回到原来的位置。 为使弹簧钢带运行准确,开卷机在运行前可整体轴向移动150mm。开卷机启动后,带钢通过夹送辊到达配有除尘装置的矫直机。将拉直的弹簧钢带用滑动式液压剪裁切到钢带的头部和尾部切割后的钢带头可以立即滑入废纸箱,切割后的钢带尾部可以由外部的输出装置收集线在专用的收集箱中。
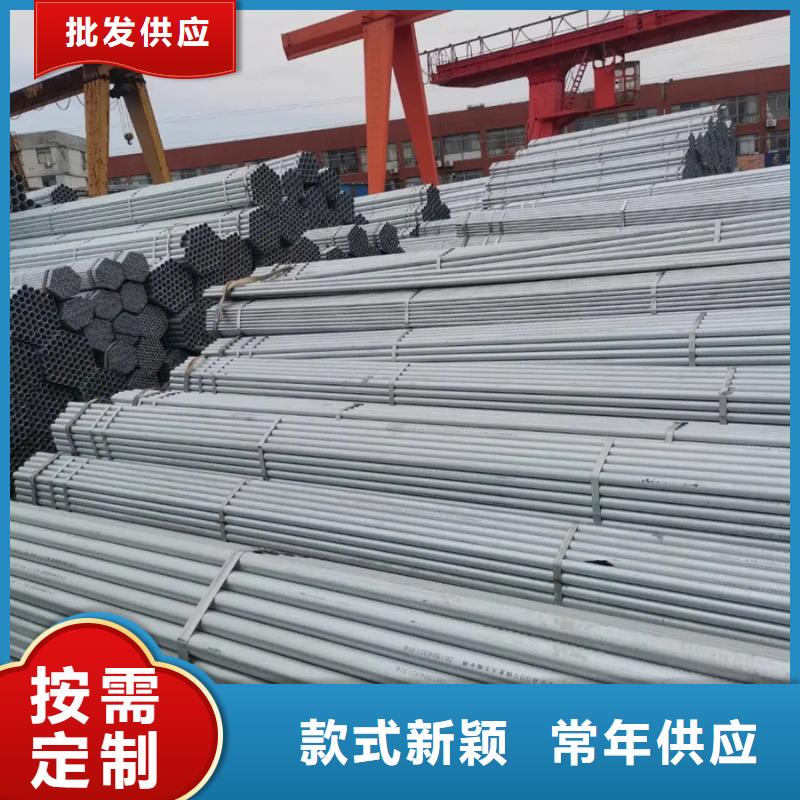
呼伦贝尔热镀锌方矩管也是各种战略武器不可缺少的原材料。气瓶等都需要无缝钢管制造。镀锌方管按截面积的不同可分为圆钢管和异型钢。 由于在相同直径标准下圆形面积较大,因此环形管可以输送大量液体。 此外,当圆形截面承受内部或外部轴向工作压力时,承受力比较均匀。 因此,大多数无缝钢管是圆钢管。 采用呼伦贝尔镀锌管自动焊接技术,替代单人电焊,获得电焊加速、均匀化的效果。虽然采购价格比较贵,但可以在不改变直径的管道上积极焊接,并且在严格按照既定的稳定速度进行电焊时,提供了稳定均匀的电焊效果。全方位可调特性使该主动机也可用于大口径变径钢管,并可调节不同等级和金相分析常用管材的焊接时钟频率。
