您的位置>首页 >乐山当地综合推荐News >
Q345E大口径方管焊接方法-(杰达通)
发布时间: 2024-06-06 16:19:08 浏览次数:1
以下是:Q345E大口径方管焊接方法-(杰达通)的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 高等 |
|---|
| 是否厂家 | 产 |
|---|
| 产品材质 | Q355B |
|---|
| 产品品牌 | 杰达通 |
|---|
| 产品规格 | 规格全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 型号全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 方形 |
|---|
| 适用领域 | 机械加工、船舶用、农机骨架、钢结构 |
|---|
| 是否进口 | 否 |
|---|
| 长度 | 1-12米 |
|---|
| 厚度 | 1-25mm |
|---|
| 配送服务 | 送货上门 |
|---|
以下是:Q345E大口径方管焊接方法-(杰达通)的图文视频
导读 Q345E大口径方管焊接方法-(杰达通)_四川省乐山市杰达通钢管,固定电话:13001750087,移动电话:0635-8889121,联系人:张经理,QQ:2572770787,聊城开发区汇通国际金属物流园发货到乐山 发货到 四川省乐山市。 四川省,乐山市 2022年,乐山市地区生产总值2308.81亿元,比上年增长3.8%。

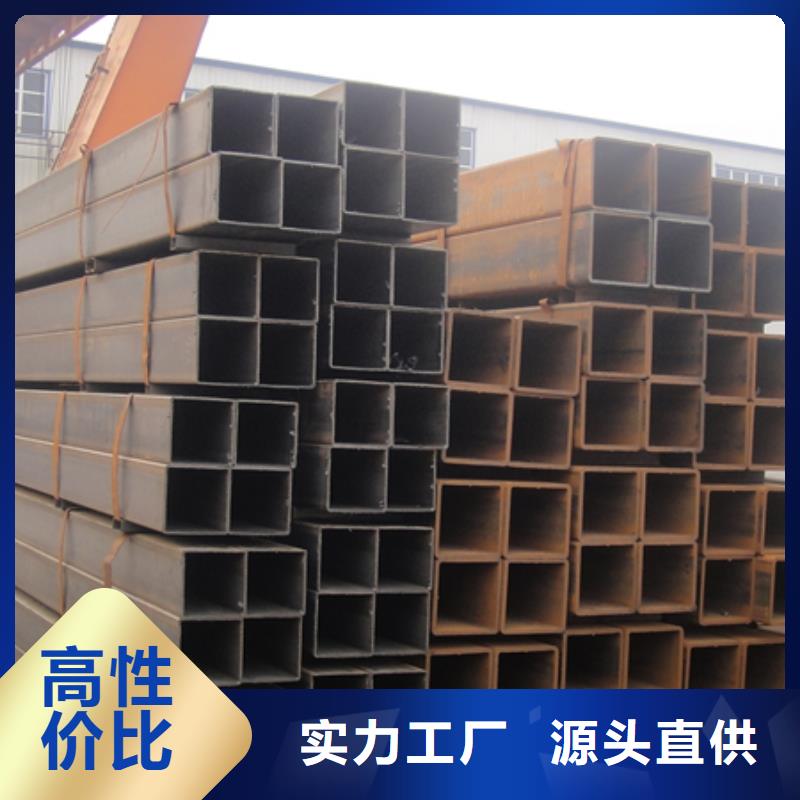
乐山Q345E大口径方管焊接方法
<乐山>杰达通钢管自成立以来,始终坚持以人才为本、诚信立业的经营原则,荟萃业界精英,将国外先进的信息技术、管理方法及企业经验与国内企业的具体实际相结合,为客户提供乐山方管,使企业在激烈的市场竞争中始终坚持竞争力,实现企业快速、稳定地发展。
乐山Q345E大口径方管焊接方法
乐山焊接方管层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。焊接方管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从焊接方管中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接方管焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使焊接方管加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在焊接方管狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。
总结 您是想要在四川省乐山市采购高质量的Q345E大口径方管焊接方法-(杰达通)产品吗?四川省乐山市杰达通钢管是您的不二之选!我们致力于提供品质保证、价格优惠的Q345E大口径方管焊接方法-(杰达通)产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-13001750087,QQ:2572770787,地址:《开发区汇通国际金属物流园》。