





球墨铸铁管有很多方法做的,其中有有一种叫做衬树脂砂热模法,今天小编就跟大家分析下这种铸造方法。球墨铸铁管在离心铸造中有一种方法叫衬树脂砂热模法,此种方法并不多见,也不是常用法,它是将管模加热到160-220度,然后在管模内壁里边内衬上涂覆一层膜树脂砂,一般这一层的涂覆厚度掌握在3毫米到5毫米就可以,内壁管模上带有一些排气孔,这样在浇注铁水时覆膜砂时,产生一些气体泡会无故的淌出来。由于树脂砂衬可以做到保护作用,使球墨铸铁管的管模承受热复荷的力度,大大减少。这样可以使球墨铸铁管的管模寿命增长,此寿命在10000次以上/根,使用这种方法生产铸管的冷却速度比较慢,这样铸态组织中残留的碳体,只要稍微经过一下低温的退火处理,就可以得到想象中的金相组织和较高的力学性能。衬权脂砂热模法:这种铸造方法是50年代时,首次在日本实验成功的例子。到现在为止,我国内可以做到这种铸造方法没有几个。其中,我钢益管业可以用此铸造方法生产1000毫米到2600毫米的大口径球墨管。
球墨铸铁管在现在的使用是很普遍的,而且很多工厂都是有用的,用他进行排水效果是很好的,因为他可以将排水排放的很干净,下面就和小编一起来了解下。很多的人都是知道在有的工厂他们在生产球墨铸铁管的时候都是采用一些企业软件来进行的,他们使用这种软件可以进行很多的工作,我们在使用他的时候只要按照一定的步骤来进行各种工作,他的这种使用方式从一定的角度来说可以减少很大的麻烦,我们只要按照生产球墨铸铁管企业需用的软件的步骤来进行工作就可以了,提高了工作效率,这样我们使用球墨铸铁管是不成问题了,不用担心会供不应求了。由于近的连绵不断的下雨,球墨铸铁管的使用也出现了一些问题,我们在进行解决球墨铸铁管渗漏的情况时我们要注意铸铁管安装时材料的准备工作,我们要采用铸铁焊条的方式来进行焊接修补,还有就是我们在大部分人不用水的时间内,会将有裂纹及渗漏水的地方进行打磨,然后在用环氧树脂 抹在有裂纹的地方,然后用白沙带或者玻璃丝带包裹一层就可以了,然后在在他的外面涂抹一层环氧树脂,这样就修补好了。解决球墨铸铁管渗漏的方式有很多,但是他是其中有效的。
球墨铸铁管管道破裂被补救办法是什么 球墨铸铁管管壁劈裂原因是是铸造中没有适当的加一些防备过硬改变恰当的脆性造成决裂的有用身分。此建议你采用铸铁过错错误修补机,决裂是因为铸造中热处理时温度过高。目前市场有卖,但也只能是补焊保证其概略完好无缺,让你产品经过品德关,可是若是是操作性能上不能够满意作用。出格是管道遭受的压力相当大的话,那么用什么体式格局都是没有用,必需要重新铸造了做新的球墨铸铁管过错错误修补设备能处置惩罚以上成绩。可是个别的用铸铁过错错误修补装备是能够或许补焊的不会影响其使用作用。用于供水,割裂操作铸铁过错错误修补机能够修补。所以要是割裂,不是很好办,必定要把总阀门关了好好补缀。 
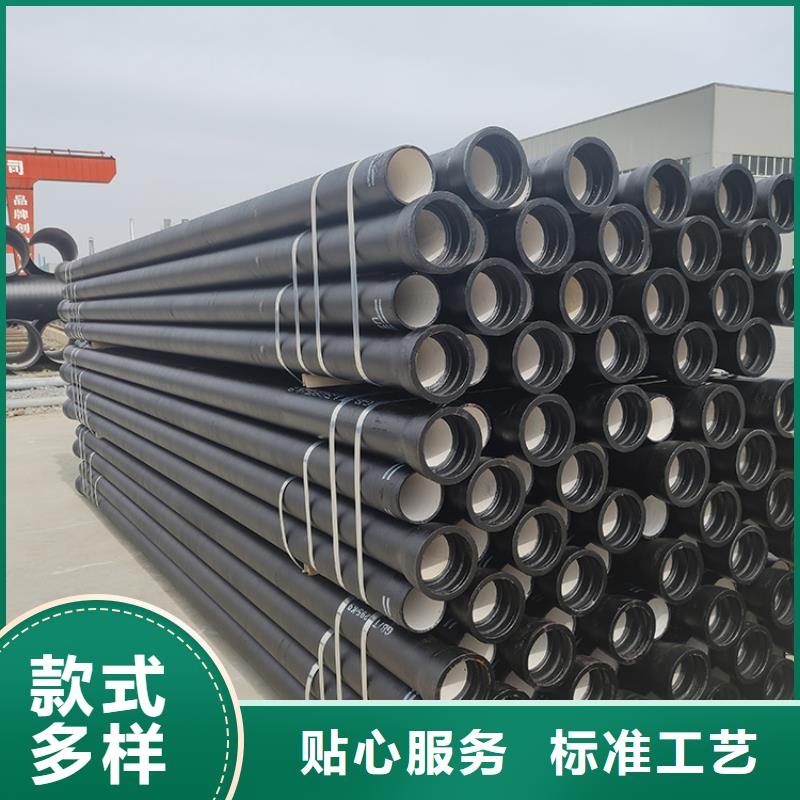
球墨铸铁管管件在安装的时候一定要严格的安装以下要点进行安装!①、清理管口:将承口内的所有杂物清除擦洗干净。②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。⑤、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。⑥、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行用力的方法使管件平行安装,胶圈不致被挤。也可采用加长球墨铸铁管管件的办法,用单根钢丝进行安装。
