







不锈钢复合管护栏焊接要点及注意事项 1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。 2.不锈钢复合管利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。 3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。 4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。 5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。 7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。 9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。 
304 是一种通用性的不锈钢,它广泛地用于制作要求良好综合性能(耐腐蚀和成型性)的设备和机件。 304不锈钢是按照美国ASTM标准生产出来的不锈钢的一个牌号。304相当于我国的0Cr19Ni9 (0Cr18Ni9)不锈钢。304含铬19%,含镍9%。 304是得到广泛应用的不锈钢、耐热钢、实用钢、华业钢。用于食品生产设备、普通化工设备、核能等。 在空气中或化学腐蚀介质中能够抵抗腐蚀的一种高合金钢, 为了保持不锈钢所固有的耐腐蚀性,钢必须含有12%以上的铬。 304不锈钢化学成份:规格 C Si Mn P S Cr Ni(镍) Mo SUS304 ≤0.08 ≤1.00 ≤2.00 ≤0.05 ≤0.03 18.00-20.00 8.25~10.50。 不锈钢复合管护栏重量公式:[(外径-壁厚)*壁厚]*0.02491=kg/米(每米的重量 注:1、碳素钢外覆不锈钢复合管外层SUS304/301/202/201(J4),外层为GBA13793-92碳素钢材料或镀锌管; 2、内层不锈钢壁厚为0.25-2mm。
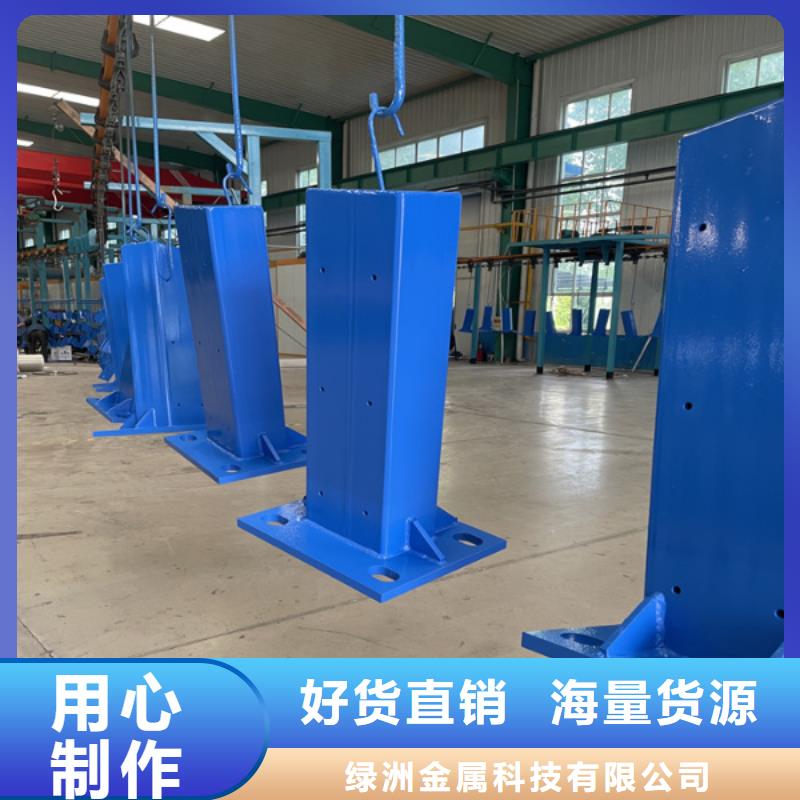
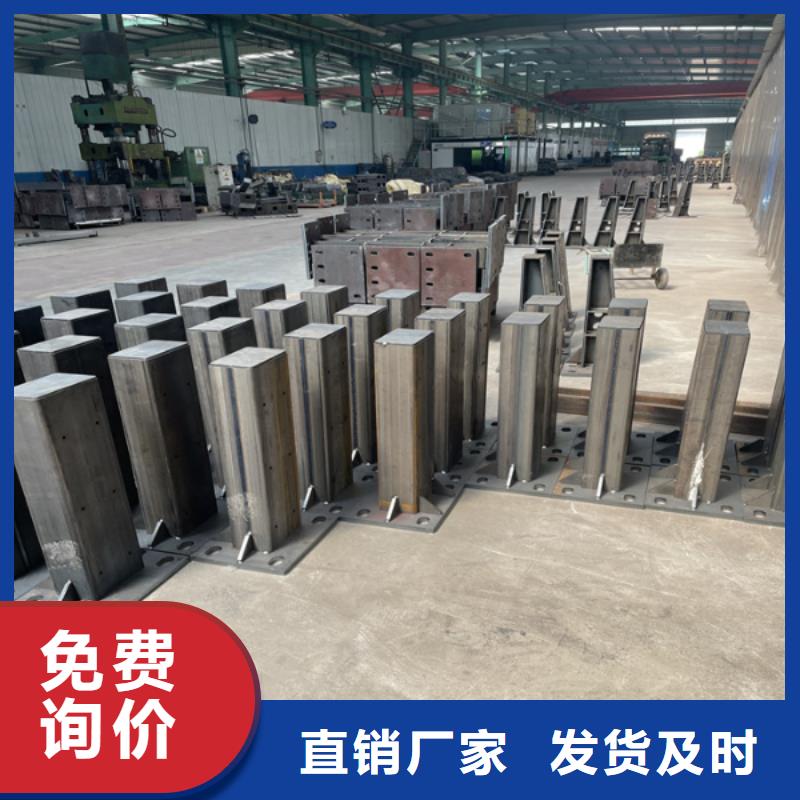
碳素钢的塑性加工工艺通常分热加工和冷加工。经过热加工,钢锭中的小气泡、疏松等缺陷被焊合起来,使钢的组织致密。同时,热加工可破坏铸态组织、细化晶粒。使锻轧的钢材比铸态具有更好的力学性能。经冷加工的钢,随着冷塑性变形程度增大,强度和硬度增加,塑性和韧性降低。为提高成材率,广泛应用连续铸钢工艺。 不锈钢管和不锈钢复合管的区别编辑 不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。 不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生锈,不锈钢材质又分好几种200,201,300,301,304等,市场上一般为201材质,304的效果,其次301。 我公司生产的钢板立柱大型数控异形切割机、离子切割机、冲床、镀锌、喷塑车间等,护栏立柱,护栏钢板立柱、各样式护栏钢板立柱,镀锌喷塑护栏立柱 复合管钢板立柱,各种异形钢板切割和钢板加工等。 金属景观护栏,不仅牢固、大方,且可造型各异 喷塑钢板立柱,给都市一种亮丽风景。 不锈钢复合管护栏、不锈钢护栏技术特点 经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果不锈钢复合管栏杆,而且不锈钢在冷加工、热加工、焊接等方面都具有良好的物理性能。高端的不锈钢护栏构配件采用的是不锈钢材质制作,有着超强的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能。 
不锈钢复合管护栏栏杆注意加工成型工序,应尽量采用什么方法 现场实测放线。土建施工会有一定偏差,装饰设计图纸深度也不够,所以必须根据现场放线实测的数据,根据设计的要求绘制施工放样详图。尤其要对楼梯不锈钢栏杆扶手的拐点位置和栏杆的立柱定位尺寸要格外注意,只有经过现场放线核实后放样详图,才能作为栏杆的加工图;检查预埋件是否齐全、牢固。如果原土建结构上未设置合适的预埋件,则应按照设计需要补做; 选择合格的原材料; 注意加工成型工序:应尽量采用工厂成品配件和杆件; 现场焊接和安装:一般应先竖立直线段两端的立柱,检查就位正确和校正垂直度,然后用拉通线方法逐个安装中间立柱,顺序焊接其他杆件。施工时要注意管材间的焊接要用满焊,不能仅点焊几点,以免磨平后会露出管材间的缝隙; 打磨和抛光。严格按照有关操作工艺由粗砂轮片到超细砂轮片逐步打磨,用抛光轮抛光。
