


3、海南螺旋管生产过程中,对于环氧粉末和胶粘剂,要比平时用量大1%,这样才能达到实际要求的厚度。
4、海南螺旋管下线后不要高温暴晒,暴晒很容易导致PE层膨胀,从而脱离钢管外壁,达不到防腐效果。
海南螺旋管教您在生产中如何操作可提高生产质量?
1、海南螺旋管焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。

2、海南螺旋管焊接:螺旋管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
3、海南螺旋管焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。

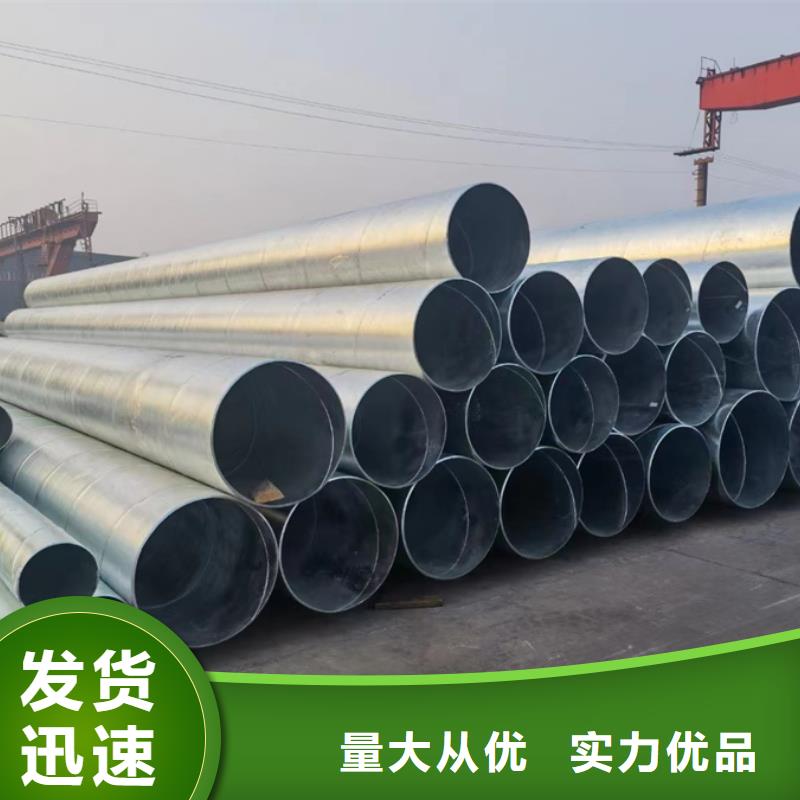
海南螺旋管喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置。
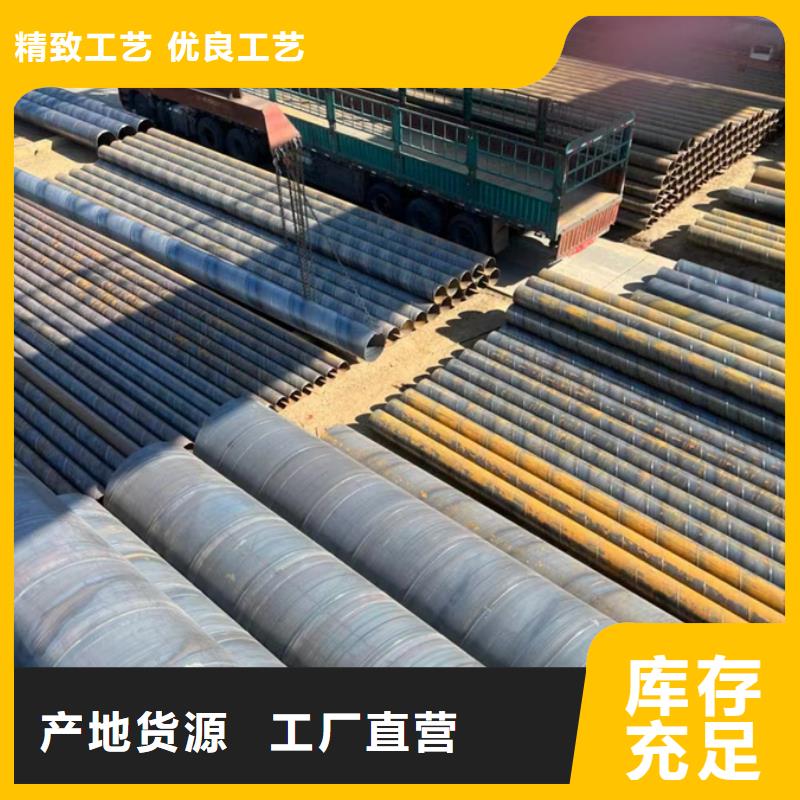
海南螺旋管厂分析近期螺旋管的利润:
有部分商家认为价格有触底迹象,但想要上涨难度较大。受季节性因素影响,工程开工率和制造业数据都不容乐观,低迷的需求和成本支撑减弱都使市场难见好转。预计短期内,国内冷轧市场价格仍有下调空间。不过成本持续下降的情况下,钢厂价格并无明显回落,螺旋管钢厂利润明显,因此,下游市场多预期后期市场价格,仍有压缩空间。市场采购积极性较差,除非急需时候才会进行采购,除此之外以观望为主,加之各地多雨和农忙影响,户外工程开工率下降,螺旋管市场实际需求不足仍是根本原因。

(7)海南螺旋管内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)海南螺旋管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
(9)海南螺旋管采用空气等离子切割机将钢管切成单根。
(10)海南螺旋管切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。

