







日喀则不锈钢复合板 日喀则不锈钢复合板生产厂家(9)矫直 为使板型平直,钢板在轧制后必须要进行矫直,由于变形不均匀,运输及其他因素的影响,致使轧制出来的钢板常常会出现波浪弯和瓢曲等缺陷,为此必须按标准进行矫正。本次设计采用十一辊矫直机进行矫直。矫直钢板厚度:6~60mm,宽度:1500~2500mm,矫直钢板屈服极限?≤600牛/平方毫米,开矫温度应在600~820℃围之,终矫温度不得低于550℃。矫直后要求:厚度为4~15mm的钢板的飘曲度≤10mm/m,厚度大于15mm的钢板的飘曲度≤5mm/m。
(10)空冷 此工序是在各种型式的冷床上将终轧及控冷、热矫直后的高温钢板冷却到150~200℃以下,以便于对钢板进行精整操作,中厚板厂采用的冷床型式有链式、圆盘式及步进式冷床三种,链式冷床虽然设备简单,但易造成板面刮伤;圆盘式及步近式冷床,由于钢板冷却均匀及不损伤板面,故近几年来趋于采用此两种冷床。
(11)检验 轧制出来的成品,必须要经过人工检验,检查表面质量。若发现表面有缺陷,则应在检验人员的知道下进行修磨 
日喀则油膜拉丝304不锈钢复合板为做好环保这篇“大文章”,近日,攀枝花钢城集团有限公司废旧物资分公司职工围绕环保问题纷纷向公司提出建议,包括打水降尘、构筑防护墙等,为帮助企业建设美好家园贡献着不可或缺的力量。在打砸间北侧增加钢结构防护墙该公司二车间打砸间是专门处理回翻罐的场所,其原有网状防护网由于高度和强度不够,在渣罐翻弃打砸作业过程中非常容易造成渣块飞溅。这不仅会对周边工作人员和经过的车辆造成伤害,而且可能会引发火灾。特别是打砸间北侧电力系统若因此受到损害,轻则造成整个生产线停电,重则损害电力系统造成昂贵的经济损失。针对这一问题,该公司职工向公司管理部门提出“在打砸间北侧设置一个高约20米的钢结构挡墙”的建议,并要求该挡墙的长度需长过打砸间北侧工作区域的长度。该建议经采纳后,该公司二车间打砸间在保障周边工作人员和经过车辆安全的基础上,杜绝了因渣块飞溅而引燃北侧工作区域的消防隐患,而且能有效地解决了因风力过大导致打砸间粉尘四处飘散的问题,减轻了环保压力
日喀则不锈钢复合板 245不锈钢复合板由于不锈钢板的特性,其中主要用在化工业、制造业、五金业、建筑等行业,用途较为广泛;不锈钢板之所以能用途如此广泛的用途,主要原因是由于它的性能关系,接下来我们来了解下不锈钢板有哪些性能及不锈钢板这些性能起到什么作用及特点。1、化学性能:不锈钢板是由合金元素组成,这些元素也决定了不锈钢板性能的差异;由于这些元素的存在,因此造就了不锈钢板具有的耐化学腐蚀和电化学腐蚀性能,是在钢材里面是的,仅次于钛。2、物理性能:不锈钢板具有耐热、耐高温、耐低温且还耐超低温。3、力学性能:不锈钢板种类的不同,其力学性能也也是各不相同;①奥氏体不锈钢板具有良好韧性,强度不高但是耐腐蚀性能却是不锈钢板中的、适用于要求耐蚀高而力学性能要求不高的场合,如化工业、酸碱业、制造业等;②铁素体不锈钢板力学性能适中,强度不高,但耐氧化性能较好,适用于工业炉零件;③马氏体不锈钢板具有较高的强度、硬度,适合于制造既耐蚀又需要高强度、高耐磨性的零件,如水轮机轴、不锈钢板刀具、不锈钢板轴承等。
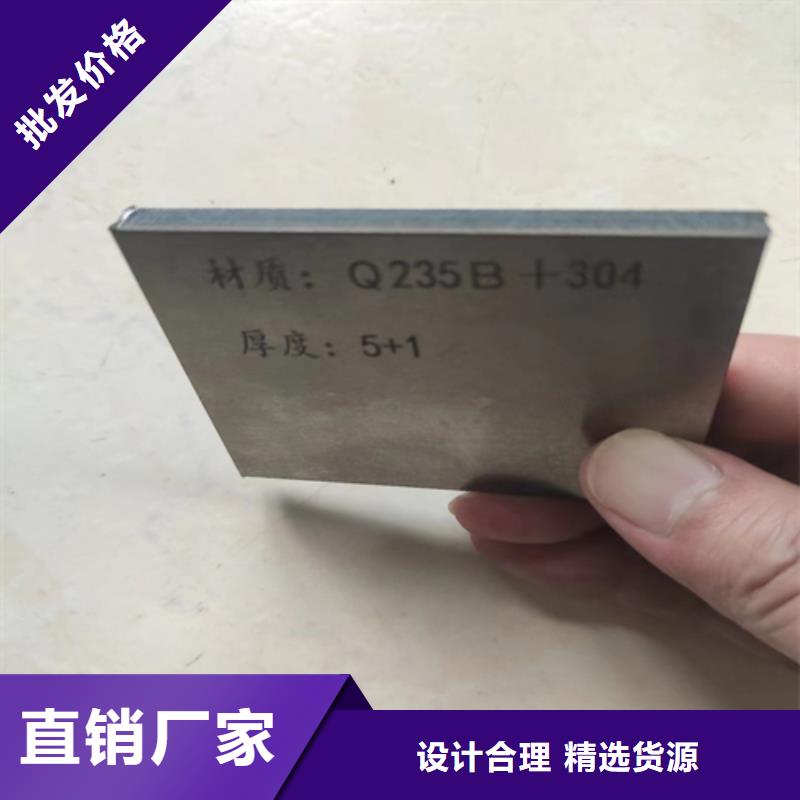
日喀则不锈钢复合板 316L+Q235复合不锈钢板焊接过渡层时,要在保证熔合良好的前提下尽量减少基材金属的熔入量降低熔合比。为此应采用较小直径的焊条或焊丝以及较小的焊接线能量。过渡层的厚度应不小于2mm。
c. 复层的焊接
在焊接复层时,要注意保护复层的表面,防止焊接飞溅物损伤复层表面,不得在复层表面随意引弧、焊接卡兰、吊环以及临时支架等。复层焊缝表面应尽可能与复层表面保持平整、光顺。对接焊缝余高不大于1.5mm
5.4、焊后热处理
5.4.1焊后热处理按设计要求执行。
5.4.2用不锈钢复合板制造的容器、管道或部件,当需要进行焊后热处理时,推荐在焊接过渡层之前进行,并按基层要求热处理加热温度。常用的不锈钢复合板焊后热处理参数见表5.4.2-1。
表5.4.2-1 常用的不锈钢复合板焊后热处理参数
复层材料 基层材料 加热温度(℃) 恒温时间
(h) 加热速度
(℃/ h) 冷却速度
(℃/ h)
铁素体系
