

nmgsy<呼和浩特>神悦钢材有限公司
硬度试验与布氏硬度试验相同..这不一样,这是印记的确切深度。呼和浩特螺旋管即在初始永实验力和总实验力的连续影响下,将压头(金炼钢厂的圆锥或轴承钢球)压入试样表面层,并在所需的维护期后去除主要实验力,利用精确测量的残余印迹深度增减测量强度值。维氏硬度维氏硬度试验是用实验这压印,是一个普通的四棱锥金刚石压头1360的个人相对角度选择测试力被压入实验表面,在实验后所需要的维修时间解除力,两线之间的辊隙的长度的精确测量。维氏硬度试验是除所得到的个体供应商,其计算公式的凸起区上的力,其中:HV--维氏硬度标记,牛顿/平方毫米(兆帕); F--试验力,N; D-- 2条压花线的算术平均值,毫米。维氏硬度选定的实验力F 5(49.03),10(98.07),20(196.1),30(294.2),50(490.3),100(980.7)千克力(N)6等,可以测量硬5?1000HV范畴值。
4.呼和浩特Q355B螺旋管淬火后应及时回火,许多的保温螺旋钢管的开裂并不是在淬火冷却过程中产生的,而是从淬火介质中取出后,经过一段时间显现出来的,即所谓的时效裂纹。这是由于较大的淬火应力而起的,如淬火后立即进行回火处理则可有效地防止时效裂纹出现。 首先,针对3PE防腐钢管行业的发展,3PE防腐钢管的产量和报价会影响3PE防腐钢管行业的发展,这主要是因为3PE防腐钢管是钢制的,随着钢材价格的上涨,也会影响3PE防腐钢管的成本。 另一方面,从科技创新的角度来看,3PE防腐钢管也是影响3PE防腐钢管行业发展的重要因素。然后,通过技术力量的投入,提高3PE防腐钢管的性能和质量水平,使其应用范围更广,市场需求增加,从而促进3PE防腐钢管行业的发展。


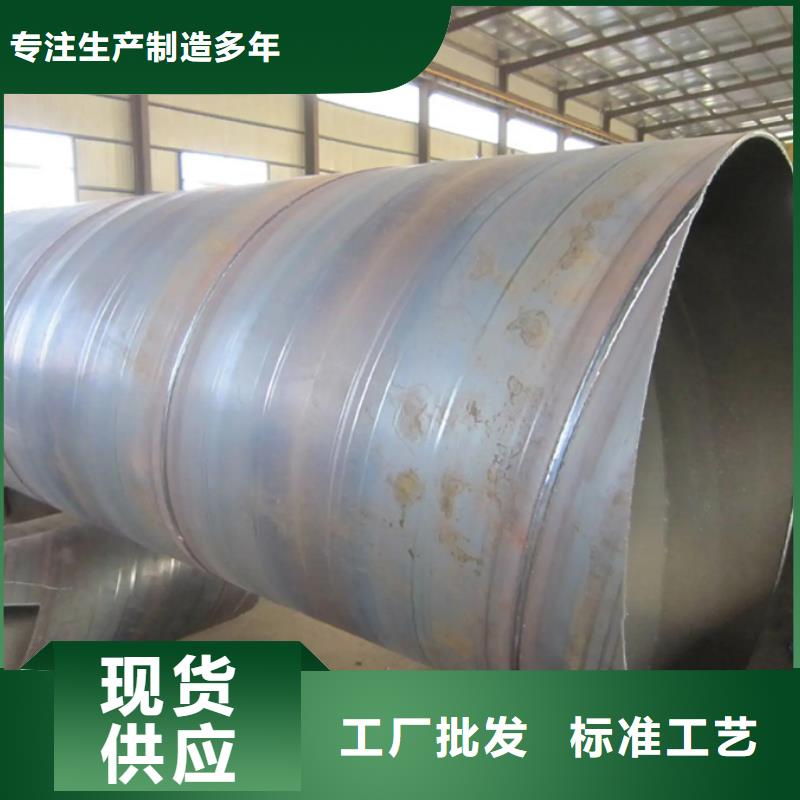
2.呼和浩特防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.呼和浩特防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.呼和浩特防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.呼和浩特防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.呼和浩特镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。
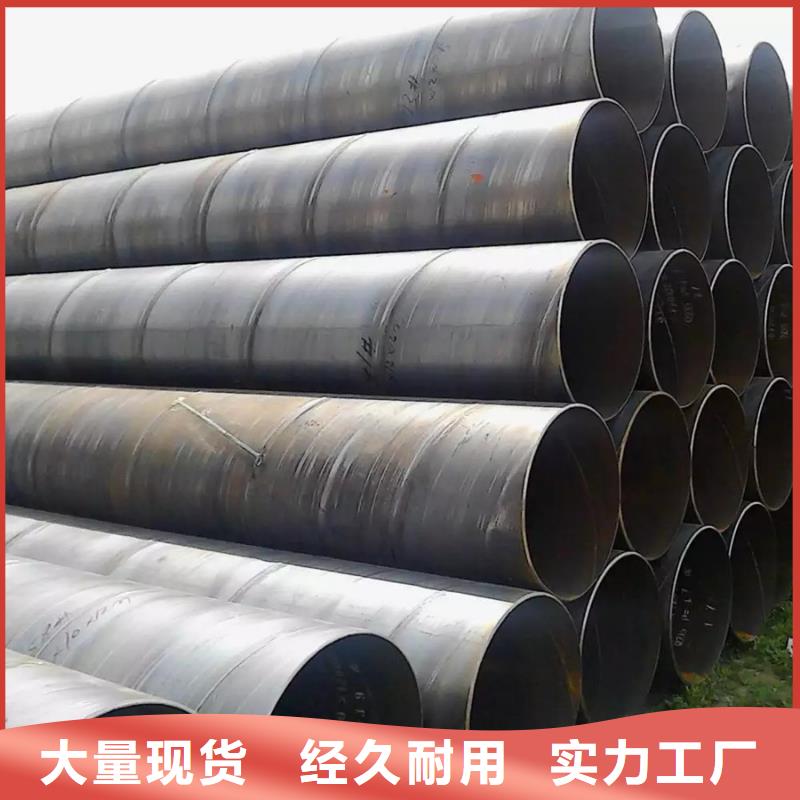
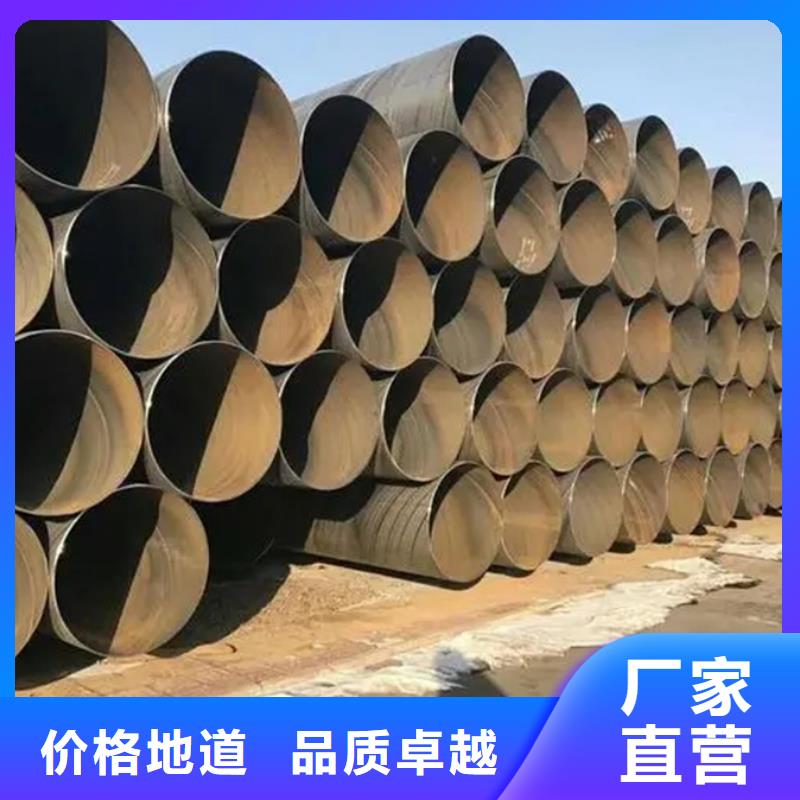
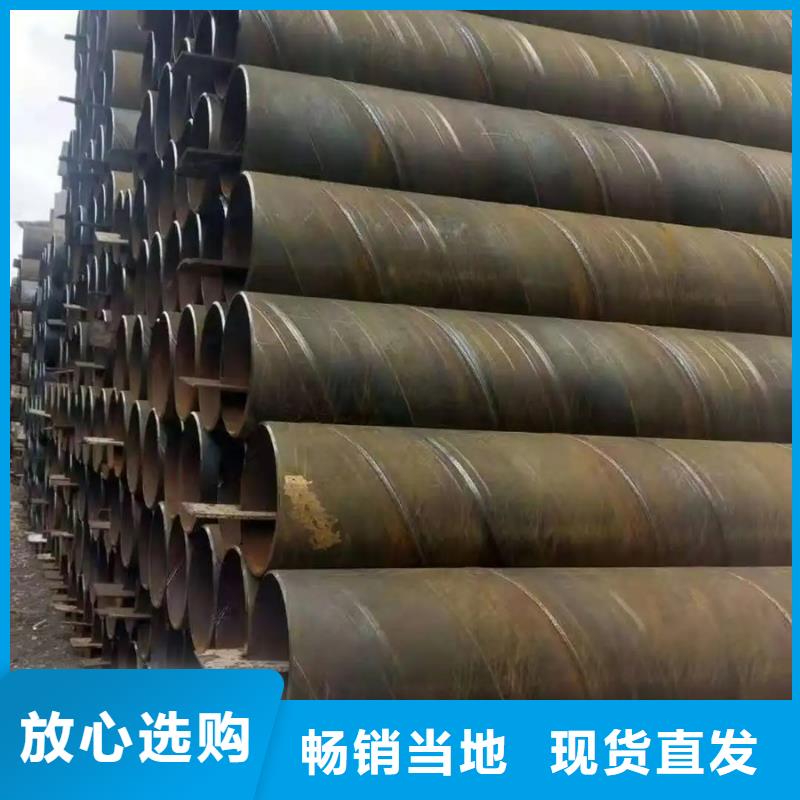
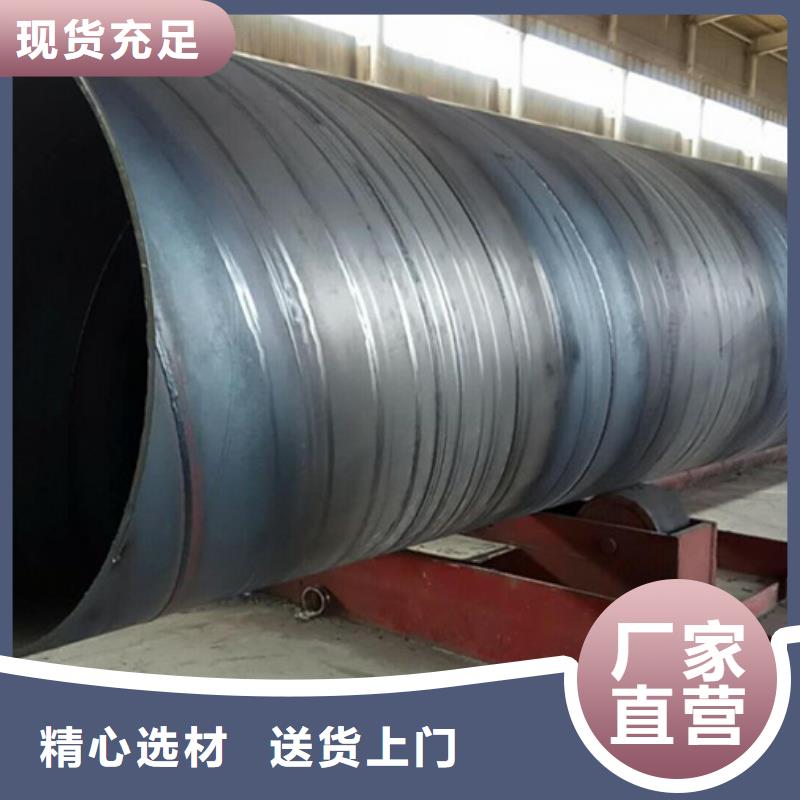
呼和浩特螺旋管主要用于供水工程、石化工业、化工、电力、农业灌溉和城市建设。用于液体运输:给排水。天然气运输:天然气、蒸汽、液化石油气。结构用途:用于桩管和桥梁;用于码头、道路、建筑结构等。 呼和浩特螺旋管的主要技术特点: 1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢管规格有更多要求。 2.先进的双面埋弧焊技术能实现 位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。 3.呼和浩特螺旋管为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。
