



楚雄不锈钢焊管 2205不锈钢焊管生意社09月12日讯 ?一、气孔 焊缝金属产生的气孔可分为:内部气孔,表面气孔,接头气孔。(1)内部气孔:有两种形状。一种是球状气孔多半是产生在焊缝的中部。产生的原因: a)焊接电流过大; b)电弧过长; c)运棒速度太快; d)熔接部位不洁净; e)焊条受潮等。 上述造成气孔原因如进行适当调整和注意焊接工艺及操作方法,就可以得到解决。 (2)表面气孔:产生表面气孔的原因和解决方法: a)母材含C、S、Si量高容易出现气孔。其解决办法或是更换母材,或是采用低氢渣系的焊条。 b)焊接部位不洁净也容易产生气孔。因此焊接部位要求在焊接前清除油污,铁锈等脏物。使用低氢焊条焊接时要求更为严格。 c)焊接电流过大。使焊条后半部药皮变红,也容易产生气孔。因此要求采取适宜的焊接规范。焊接电流限度以焊条尾部不红为宜。 d)低氢焊条容易吸潮,因此在使用前均需在350℃的温度下烘烤1小时左右。否则也容易出现气孔。 (3)焊波接头气孔:使用低氢焊条往往容易在焊缝接头处出现表面和内部气孔,其解决办法:焊波接头时,应在焊缝的前进方向距弧坑9~10mm处开始引弧,电弧燃烧后,先作反向运棒返向弧坑位置,作充分熔化再前进,或是在焊缝处引弧就可以避免这种类型的气孔产生。 二、裂缝 (1)刚性裂缝:往





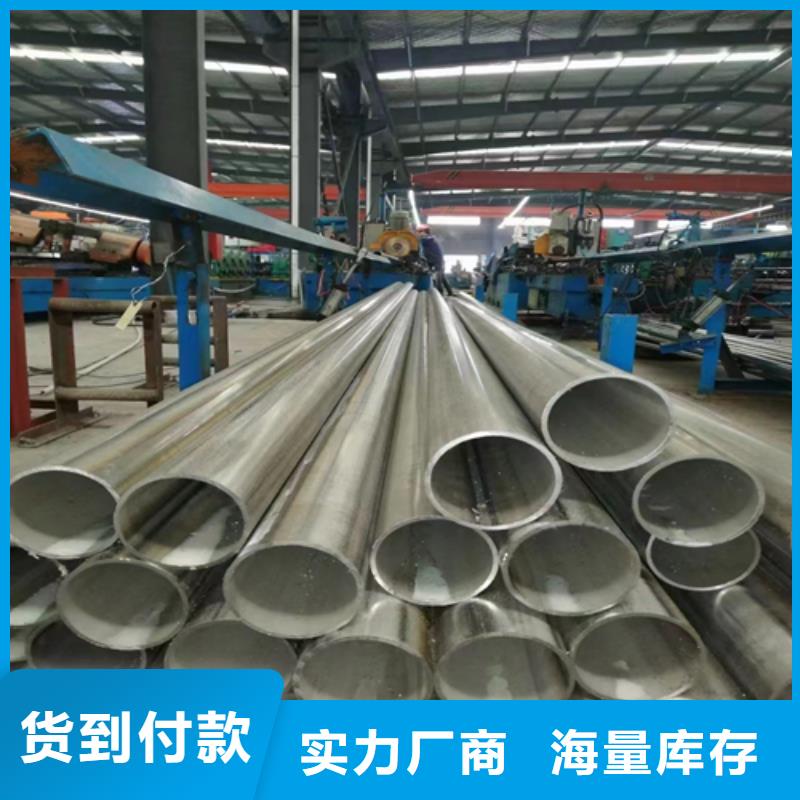
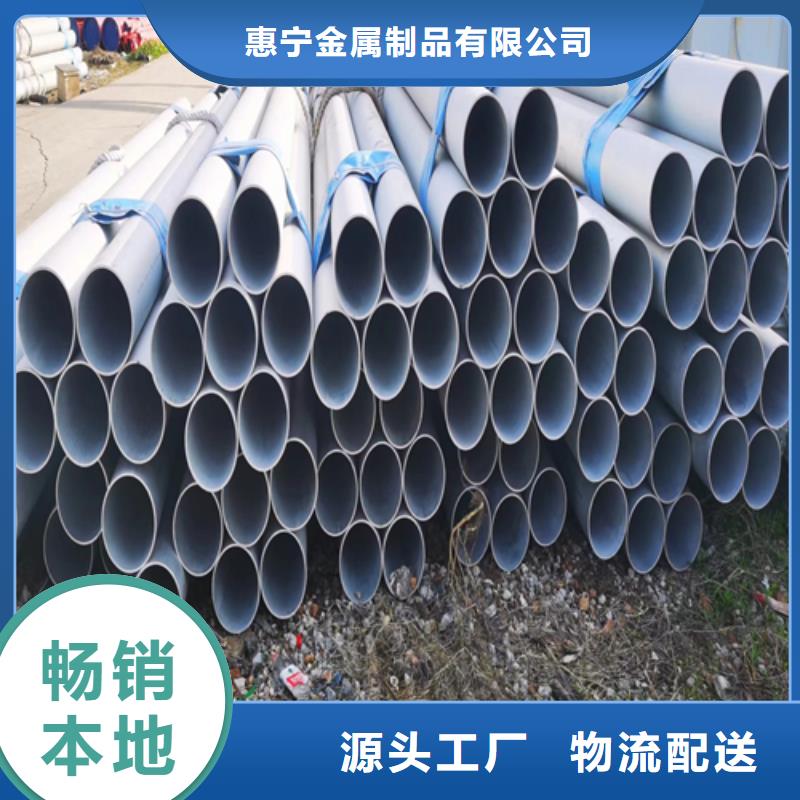
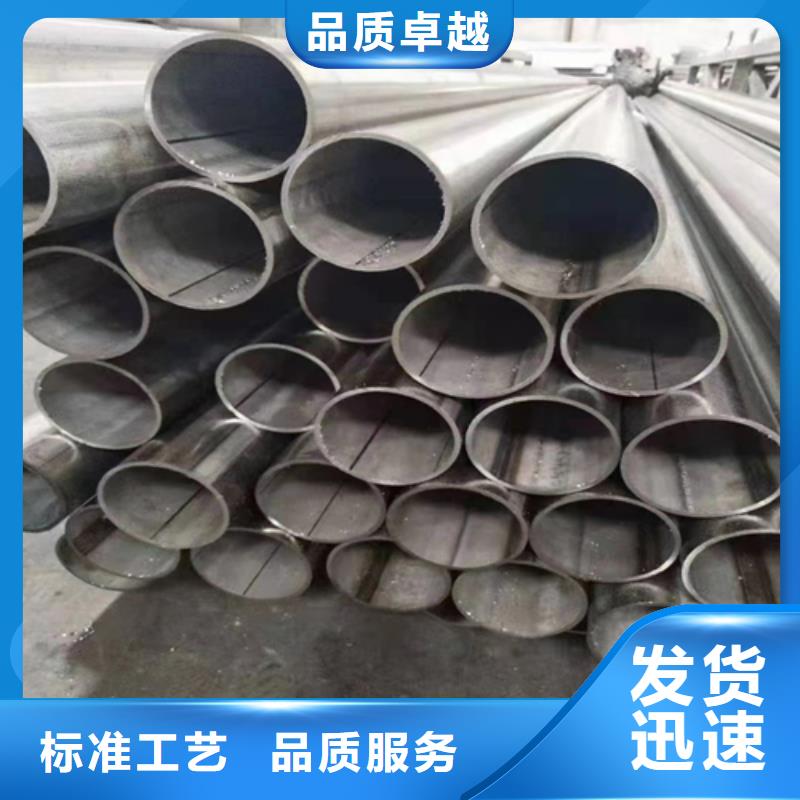
<楚雄>惠宁金属制品有限公司座落于经济开发区,我公司主要产品有楚雄不锈钢复合板,不锈钢焊管,锅炉管,不锈钢装饰管,不锈钢带,不锈钢管,不锈钢板,不锈钢型材等,我公司视产品质量为企业的生命,我们从原材料、除锈、涂敷到产品出厂的全过程进行质量跟踪控制。完善的质量管理体系和 先进的检测设备为用户提供优良产品提供可靠保障。
先进的工艺、检测设备,现代化的管理模式,高素质的员工队伍,高比例的专业技术人员,完备的资格,完善售 后服务,<楚雄>惠宁金属制品有限公司热忱欢迎国内外用户来我公司考察,指导、洽谈业务,全体员工将谒诚为您提供专业的服务。



