


衢州建筑矩形通风天窗诚信企业
欧诺通风设备
通风排烟天窗批发(生产、加工)
电动启闭式排烟天窗就是在天窗的开口位置加装一个启闭装置,相当于一个阀门(也叫启闭筏板),在需要通风的时候打开,不需要通风的时候关闭,启闭系统有电动和手动两种,电动的可加装遥控装置,更有利于操作使用。屋顶通风器性能主要体现在:
(1)整体设计为流线圆弧型,既保证了通風器本体强度,也有效的减轻了通風器本体所承受的风压;
(2)利用通風器本体高度和弧形所形成的大容积,有效提高了室内空气的收集和排放能力;
(3)设置助推风槽(同时也是排水口)聚集屋面风力,对通風器形成自下向上的风压推力,带动聚热仓空气向上排出;
(4)任何方向的风越过通風器顶部必然对出风口形成的吸力,提高通風器的上拔速度。
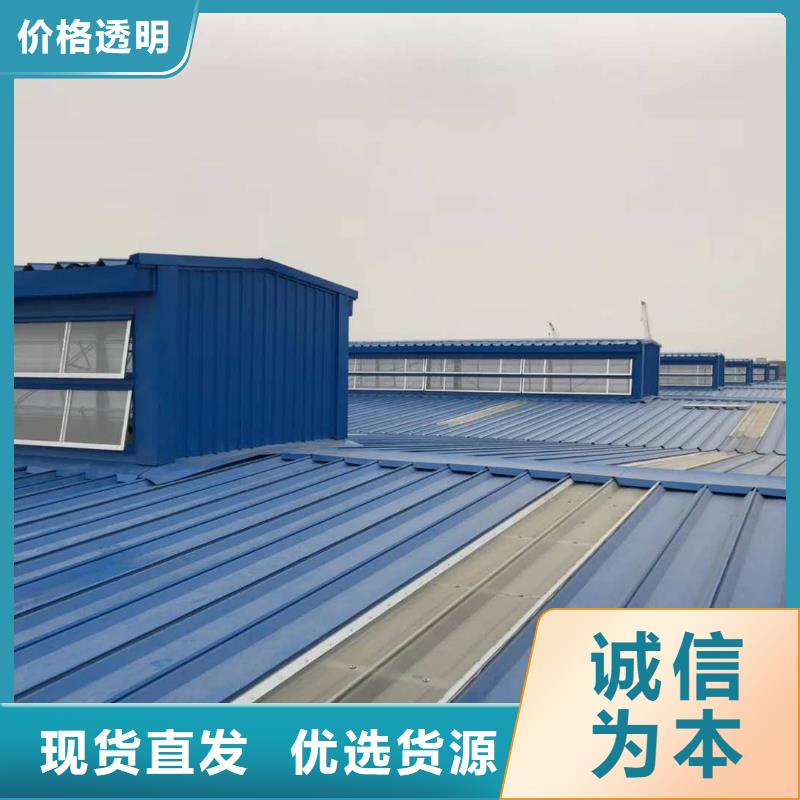
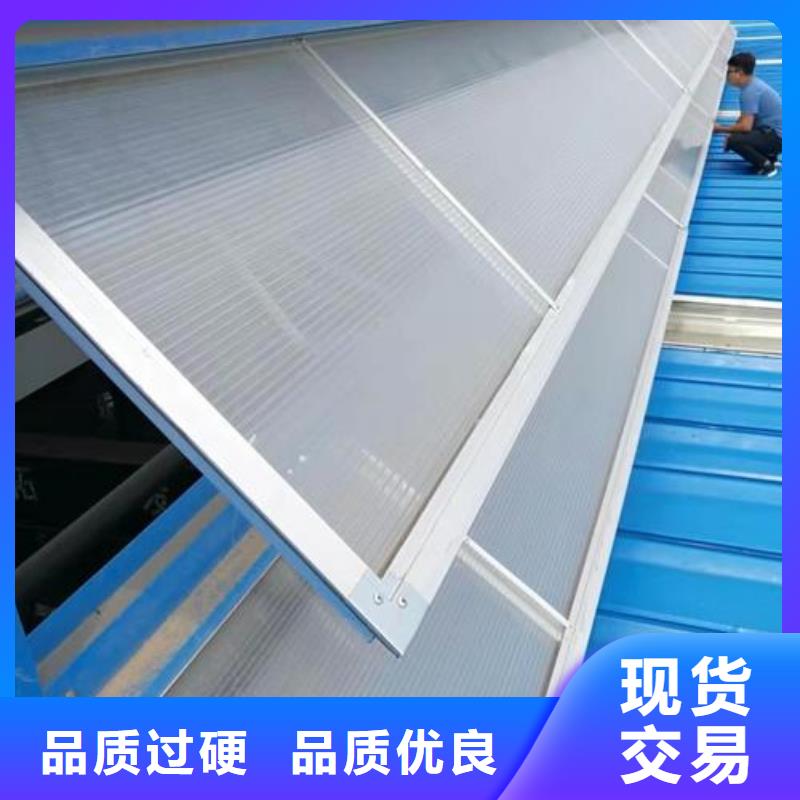
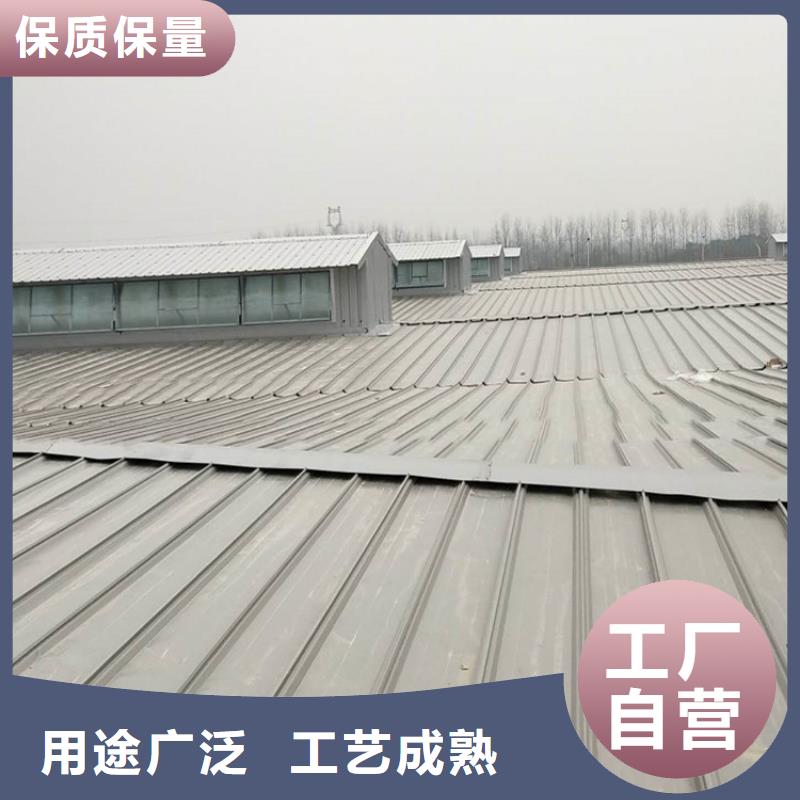
排烟天窗原理:利用室内外温差不同来达到通风的效果,屋顶生产出一个弧形,增加空气量,温差达到一定程度自动排出废气灰尘气味,循环出新鲜空气,降低室温。气楼又名通风天窗,用于轻钢重钢厂房等屋顶的通风换气设备。通风天窗按功能分为:气楼可分顺坡气楼和中脊气楼,电动和自然气楼;按外形分为圆弧线型和菱形、折线型、薄型。 气楼是由骨架、护板、防水槽、阀板、导流板、泛水板、电动或手动执行器组成。
 呼和浩特屋顶通风天窗价格
呼和浩特屋顶通风天窗加工流程
剪板机数控直条下料--卷圆--自动焊接--套法兰--管
道翻边--酸洗--质检--包装--发货核检
管道预制必须严格按照SH/T3517-2001的要求进行,预制管道前必须认真核对管道平面布置图、详图、管段图,以避免造成不必要的返工。
1、管子下料
⑴、下料应严格按设计单线图进行,切割前材料尺寸应仔细核对。数控剪板机直条下料(误差正负0.1mm)
⑵、下料时应根据管子长短合理排料,减少浪费。对数量少,管径大,管壁厚及其它特殊材质管道,应先整体排料再下料,严格控制管子的用量,对100mm以上的切割余量不能作为废料处理,应按材质登记保管以便备用。
⑶、切割后的管材标识若被破坏,应在剩余管材上复制原有标识。材料标识要求见附表四。
⑷、不锈钢管材必须用机械或等离子切割,其余管材可用火焰切割下料和制备坡口,切口表面应平整,无裂纹、重皮、毛刺凹凸、缩口,熔渣、氧化物、铁屑等应及时去掉。
⑸、切口端面的倾斜偏差△不大于管外径的1%,且不超过2mm。
2、坡口制备要求
管道连接主要是焊接方式,坡口是焊接的首要条件,必须按规范规定进行,中、低压管道坡口型式采用V型,高压管道采用YV(双V)型坡口,坡口加工应平整,不得有裂纹、重皮、毛刺和氧化铁等,用角向磨光机将坡口和附近10mm范围内打磨出金属光泽。具体坡口形式按焊接工艺卡执行。
3、焊口组对
管道组对前,将接口内外表面25mm范围内的泥垢,油污、铁锈等清除干净,用钢丝刷或拖布将管内杂物清除。对预制和安装时未封闭的管段,应采取措施封堵管口,避免杂物进入管道内。
4、预制允许偏差:
⑴、法兰面与管中心垂直度:DN<100时0.5mm,100≤DN≤300时1.0mm,DN>300时2.0mm;
⑵、尺寸偏差:自由管段±10mm,封闭管段±1.5mm
管子对口时应在距接口中心200mm处测量平直度
当DN<100mm时,a<1mm;DN≥100mm时,a<2mm;但全长允许偏差小于10mm。当管子公称直径小于100mm时,允许偏差值α为1mm;当管子公称直径大或等于100mm时,允许偏差值α为2mm;但全长的偏差值不得超过10mm。
5、管道预制件应按规定要求编号(管线号、焊口编号和焊工号)以便于质量控制和安装时查找。
6、预制完毕的管段,应将内部清理干净,并及时封闭管口,保证管内清洁。特别指出,本工程所有管口在安装前必须全部封闭,确保预制管道进入现场封堵。
7、等厚管道对接焊口的组对应做到内壁齐平内壁错边量不宜超过壁厚的10%且不大于2毫米。
8、不等厚管道组成件组对时当内壁错边量超过1.5mm或外壁错边量超过3mm
9、相邻焊口间距要求
环焊缝中心面间距:DN≥150mm不小于150mm,DN<150mm不小于管外径;
纵焊缝近点间距应大于等于5倍管子壁厚;
呼和浩特屋顶通风天窗价格
呼和浩特屋顶通风天窗加工流程
剪板机数控直条下料--卷圆--自动焊接--套法兰--管
道翻边--酸洗--质检--包装--发货核检
管道预制必须严格按照SH/T3517-2001的要求进行,预制管道前必须认真核对管道平面布置图、详图、管段图,以避免造成不必要的返工。
1、管子下料
⑴、下料应严格按设计单线图进行,切割前材料尺寸应仔细核对。数控剪板机直条下料(误差正负0.1mm)
⑵、下料时应根据管子长短合理排料,减少浪费。对数量少,管径大,管壁厚及其它特殊材质管道,应先整体排料再下料,严格控制管子的用量,对100mm以上的切割余量不能作为废料处理,应按材质登记保管以便备用。
⑶、切割后的管材标识若被破坏,应在剩余管材上复制原有标识。材料标识要求见附表四。
⑷、不锈钢管材必须用机械或等离子切割,其余管材可用火焰切割下料和制备坡口,切口表面应平整,无裂纹、重皮、毛刺凹凸、缩口,熔渣、氧化物、铁屑等应及时去掉。
⑸、切口端面的倾斜偏差△不大于管外径的1%,且不超过2mm。
2、坡口制备要求
管道连接主要是焊接方式,坡口是焊接的首要条件,必须按规范规定进行,中、低压管道坡口型式采用V型,高压管道采用YV(双V)型坡口,坡口加工应平整,不得有裂纹、重皮、毛刺和氧化铁等,用角向磨光机将坡口和附近10mm范围内打磨出金属光泽。具体坡口形式按焊接工艺卡执行。
3、焊口组对
管道组对前,将接口内外表面25mm范围内的泥垢,油污、铁锈等清除干净,用钢丝刷或拖布将管内杂物清除。对预制和安装时未封闭的管段,应采取措施封堵管口,避免杂物进入管道内。
4、预制允许偏差:
⑴、法兰面与管中心垂直度:DN<100时0.5mm,100≤DN≤300时1.0mm,DN>300时2.0mm;
⑵、尺寸偏差:自由管段±10mm,封闭管段±1.5mm
管子对口时应在距接口中心200mm处测量平直度
当DN<100mm时,a<1mm;DN≥100mm时,a<2mm;但全长允许偏差小于10mm。当管子公称直径小于100mm时,允许偏差值α为1mm;当管子公称直径大或等于100mm时,允许偏差值α为2mm;但全长的偏差值不得超过10mm。
5、管道预制件应按规定要求编号(管线号、焊口编号和焊工号)以便于质量控制和安装时查找。
6、预制完毕的管段,应将内部清理干净,并及时封闭管口,保证管内清洁。特别指出,本工程所有管口在安装前必须全部封闭,确保预制管道进入现场封堵。
7、等厚管道对接焊口的组对应做到内壁齐平内壁错边量不宜超过壁厚的10%且不大于2毫米。
8、不等厚管道组成件组对时当内壁错边量超过1.5mm或外壁错边量超过3mm
9、相邻焊口间距要求
环焊缝中心面间距:DN≥150mm不小于150mm,DN<150mm不小于管外径;
纵焊缝近点间距应大于等于5倍管子壁厚;
