
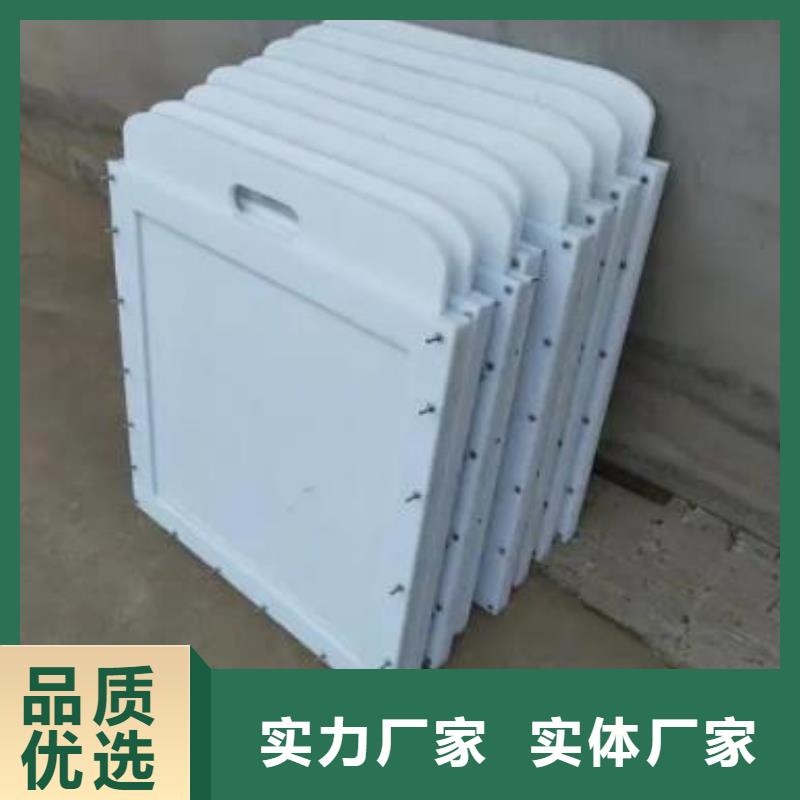






塑料闸门极好的***性,良好的耐低温冲击性、自润滑性、***、耐水、耐化学药品性,耐热性优于一般PE,缺点是耐热性(热变形温度)低、加工成型性差,外表面硬度,刚性,韧性好耐蠕变性不如一般工程塑料,膨胀系数偏大。UHMWPE流动性差,熔融状态下粘度极高,是呈橡胶状的高粘弹性体,早期仅能用压制和烧结方法成型,目前也可用挤出、注塑和吹塑方法加工。
机械性能高于一般的高密度聚乙烯。具有突出的抗冲击性、耐应力开裂性、***蠕变性、低摩擦系数、自润滑性,***的耐化学腐蚀性、抗疲劳性、噪音阻尼性、耐核辐射性等。

塑料闸门在载荷运行段时间后,要进行保养,把机内新机件磨擦产生的金属沫特别是螺杆,螺母,涡轮,涡杆,要轻洗干净,涂上润滑油,密封严实,继续使用。作人员必须掌握启闭机的结构,性能与作方法,并有定的机械知识,以确保机器的正常运转。作前,对启闭机进行全面检查,各部位润滑情况是否良好,螺栓有无松动。电动启闭时检查电源线路是否接通,开关是否良好。电动运转时,作人员不得离开现场,发现问题立即停机。确认无误后。
塑料闸门注意混凝土不能埋上闸框,使闸框底平面贴在水泥墙上,当混凝土凝固后,再对闸框进行调整,拧紧地脚螺栓,对闸门进行调整时,在闸门背面的闸板和闸框的封水处,用塞尺对周进行间隙测量,如有大于0.mm的地方,在该处闸框与混凝土墙间强塞铁片,间隙,然后调整至周间隙都在0.mm以下,再进行期浇注,混凝土将闸框埋入分之处为宜
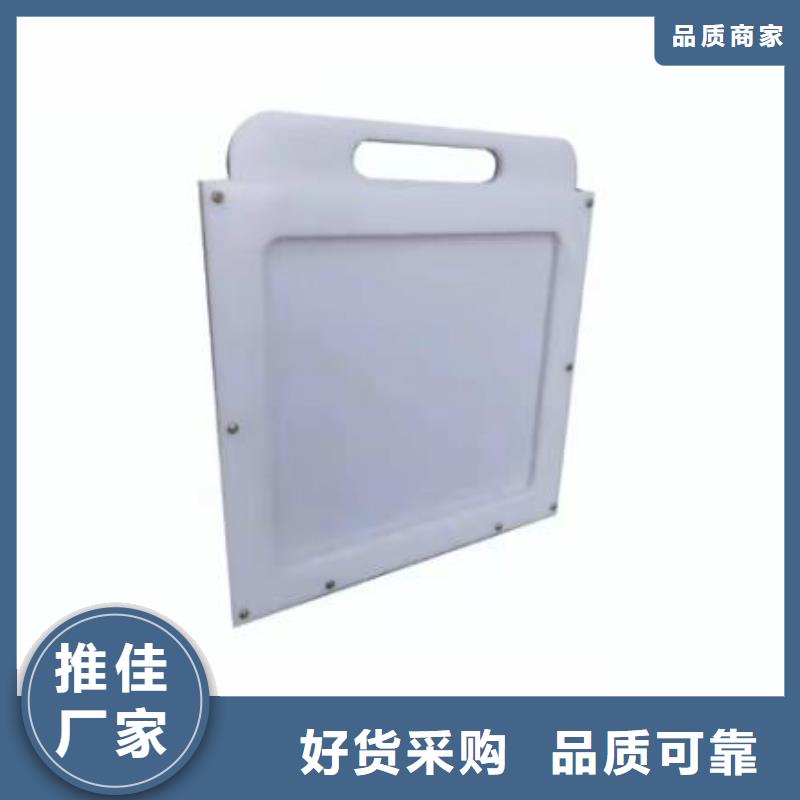
塑料闸门安装前,要首先检查竖框与横框之间,闸板与闸板之间(指多块闸板组合的闸门)的连接螺丝,是否在运输装卸中引起松动,它们的接茬处是否错牙,要调整成个平面,然后上紧螺栓。.安装时,将闸门整体竖入闸槽,在两边立框的下面垫上调整垫块(严禁垫下横梁),两立框用手动葫芦和斜拉立稳,将闸门找直找平,各地脚孔内串上地脚螺栓。在使用时支好盒子进行期浇注,流进闸板,闸框,斜铁,档板间的灰浆应彻底,以防止灰浆凝固后影响闸门启闭加固物

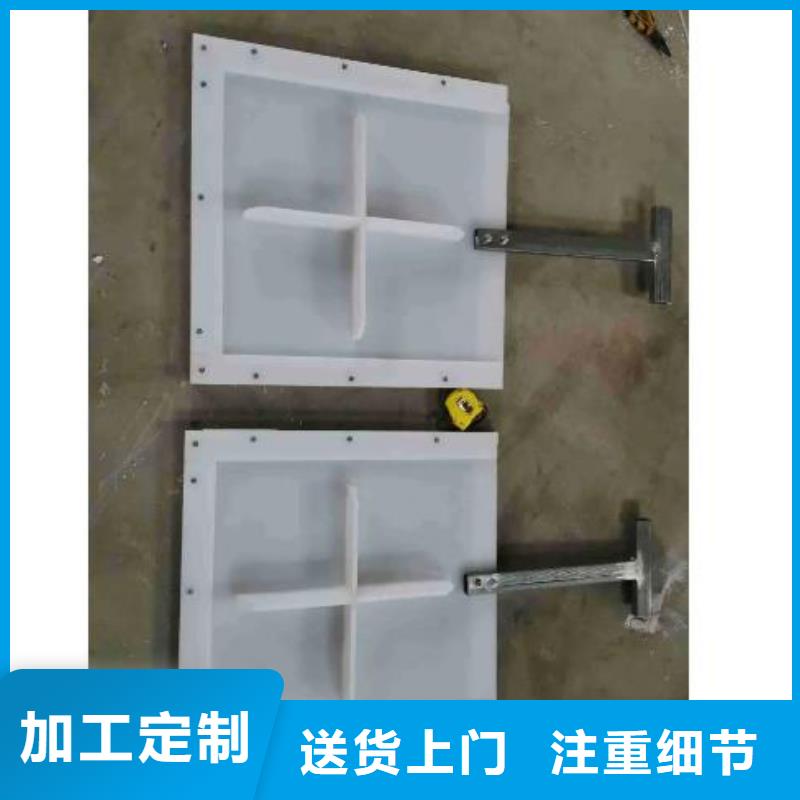
塑料闸门1.2米×1.5米安装指导:
检查:在闸门埋件安装前,对各埋件逐件进行检查,根据施工图纸复测尺寸与施工图纸是否相符。如有因运输、堆放或吊装等原因产生的变形、损伤,则需预先矫正合格。对所有埋件进行防腐施工并验收合格后方可进行吊装。检查各埋件二期混凝土槽内土建预埋钢筋的情况,不能影响埋件的安装。
1.1、控制点设置
首先放出安装基准样点――孔口中心线、固定支座轴孔中心线、底坎中心线及控制高程点,基准样点误差应符合设计及规范要求。
1.2、底槛安装
底槛安装时以放置的控制点为准,用千斤顶及调整螺栓等进行调正,合格后焊接固定。要检查底槛面局部不平度、两端高程差以及工作面的倾斜度等项目。
1.3、铰座埋件安装

塑料闸门将门板在门框内入座,作全启全闭往复移动,检查门板在全启全闭时的位置,楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合..~..的规定。密封面应任何污物,不得在两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐淅注入清水,以水不溢出为限。在门板上无外加荷载的情况下其密封面的渗水量应不大于.l/min?m(密封长度)。可与制造厂协商。
验方法:可将闸门安装在试验池内或现场作全压灌水试验。采用计量器具(量筒,计时表等)检测密封面的泄漏量,其值应不大于.l/min?m(密封长度)。 每台产品须经制造厂质量检验部门按本标准检验,并签发产品质量检验合格证,方可出厂。订货单位有权按本标准的有关规定对产品进行复查,抽检量为批量的。但不少于台且不多于台。抽检结果如有台不合格时应加倍复查,如仍有不合格时。订货单位需要进行本项实验时订货单位可提出逐台检验或拒收并更换合格产品。00~000mm和00~000mm范围内按表规格任送种进行型式试验

