
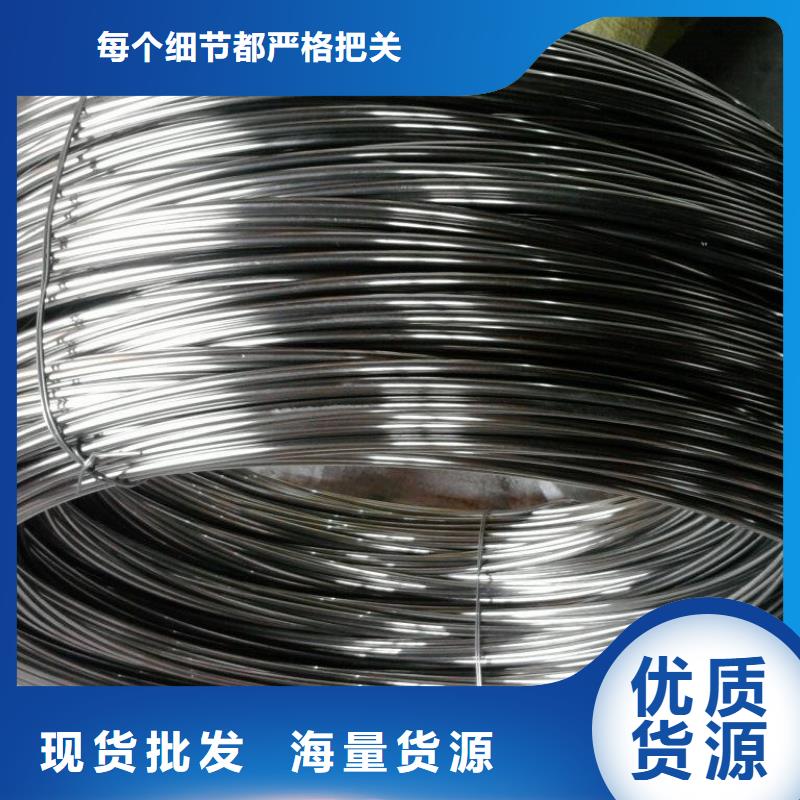





当不锈钢与碳钢组合件在敏化状态下,不能用HNO3+HF 酸洗时,不锈钢微丝可选用羟基乙酸(2%)+甲酸(2%)+缓蚀剂,温度93℃,时刻6h或EDTA铵基中性溶液+缓蚀剂,温度:121℃,时刻:6h,随后用热水冲刷并浸入10mg/L氢氧化铵+100mg/L联氨中。不锈钢工件经酸洗和水冲刷后,可用含10%(质量分数)NaOH+4%(质量分数)KMnO4的碱性高锰酸盐溶液在71~82℃中浸泡5~60min,以去除酸洗残渣,然后用水彻底冲刷,并进行干燥。不锈钢外表经酸洗钝化后呈现花斑或污斑,可用新鲜钝化液或较高浓度的硝酸擦洗而消除。*终酸洗钝化的不锈钢设备或部件应留意保护,可用聚乙烯薄膜掩盖或包扎,防止异金属与非金属接触。不锈钢微丝对酸性与钝化废液的处理,应符合 环保排放规则。如对含氟废水可加石灰乳或氯化钙处理。钝化液尽或许不必重铬酸盐,如有含铬废水,可加硫酸亚铁复原处理。


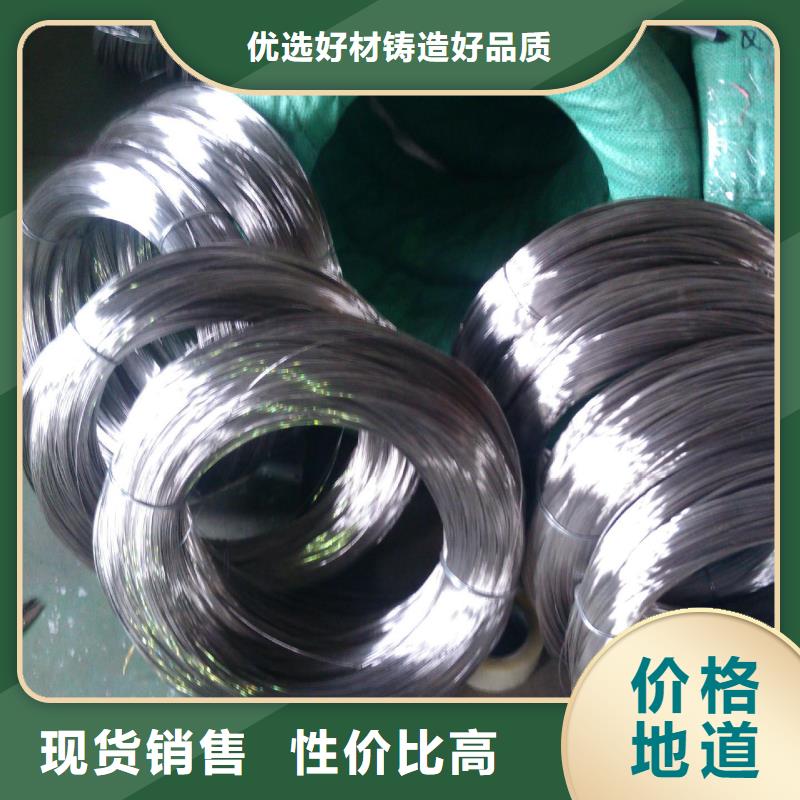
加热温度是热处理工艺的重要工艺参数之一,不锈钢氢退丝选择和操控加热温度 ,是确保热处理质量的主要问题。加热温度随被处理的金属材料和热处理的目的不同而异,但一般都是加热到相变温度以上,以获得需要的组织。另外改变需要必定的时刻,因而当金属工件外表达到要求的加热温度时,还须在此温度坚持必定时刻,使内外温度一致,使显微组织改变完全,这段时刻称为保温时刻。采用高能密度加热和外表热处理时,加热速度极快,一般就没有保温时刻或保温很短,而化学热处理的保温时刻往往较长。 冷却也是热处理工艺进程中不行缺少的过程,不锈钢氢退丝冷却办法因工艺不同而不同,主要是操控冷却速度。一般退火的冷却速度*慢,正火的冷却速度较快,淬火的冷却速度更快。但还因钢种不同而有不同的要求,例如空硬钢就可以用正火一样的冷却速度进行淬硬。


