






丽水球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。 把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。
丽水球墨铸铁管在铸铁件中所占的比率依然在增大。在西方发达 ,通常用丽水球墨铸铁管件取代部分灰铸铁件和可锻铸铁件。我国球墨铸铁铸件产量比较低,占铸铁件的比例远小于发达 。此外,感应电炉由于具有铁液温度高。成分稳定、污染少、便于调整铁液成分的优点,60年代初,在一些工业发达 开始普及。近年来,中频感应熔炼炉的迅速发展给铸铁生产注入了新的活力。感应电炉的发展和应用,使铸铁生产进入了一个新阶段。尽管工频感应电炉存在某些不足,但它在金属熔炼。铁液成分调整。我国球墨铸铁件在质量和生产稳定性方面的差距也较大。我国丽水球墨铸铁管生产较突出的问题是材质强韧性上、缺陷多,其原因除炉料、球化处理方法和球化剂等因素外,主要是球化处理前对铁液含硫量要求过松。因此,为使我国球墨铸铁生产能有大幅度的增长,必须大力实施能稳定提供质量可靠的优质丽水球墨铸铁管件的配套技术。
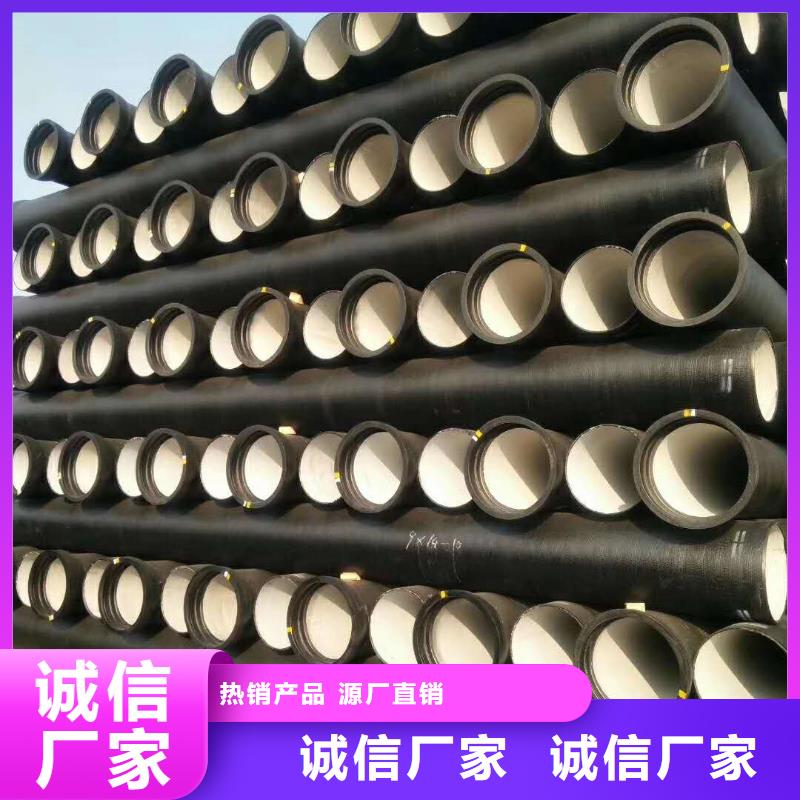
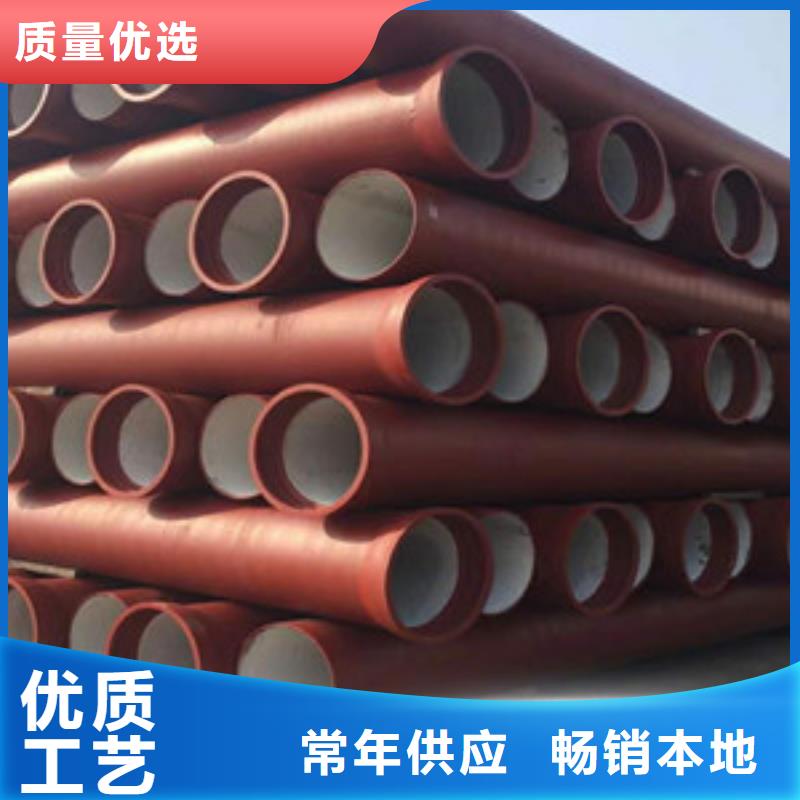
丽水球墨铸铁管及管件的化学成分主要元素有碳、硅、锰、磷、硫和镁。铸铁管的力学性能。具有高强度,高伸长率,且硬度低,方便机械加工。由于自身的材质构成决定其电阻较大,不易产生电腐蚀。钢的电阻值为(10 -20)Ω。 把表面涂平滑并且加上一些水或覆盖一层湿布以防水泥干得太快而产生裂纹丽水球墨铸铁管具有铁的本质、钢的性能,防腐性能优异、延展性能好,安装简易、主要用于市政、工矿企业给水、输气等。 而球墨铸铁的电阻值为(50-70)Ω。其耐腐蚀性能优于钢管,与普通铸铁管不相上下已得到广泛的认同具耐热性。储存地尽量保持水平 避免不稳地层及腐蚀性土壤 尽可能减少储存时间丽水球墨铸铁管的修补步骤 把需要修补的部分转到底部把损杯的部分剔去. 用金属刷子除去残留的水泥块湿润待修部分的水泥层边缘然后等待几分部. 填充水泥砂浆并把它压至原有水泥涂层厚度. 
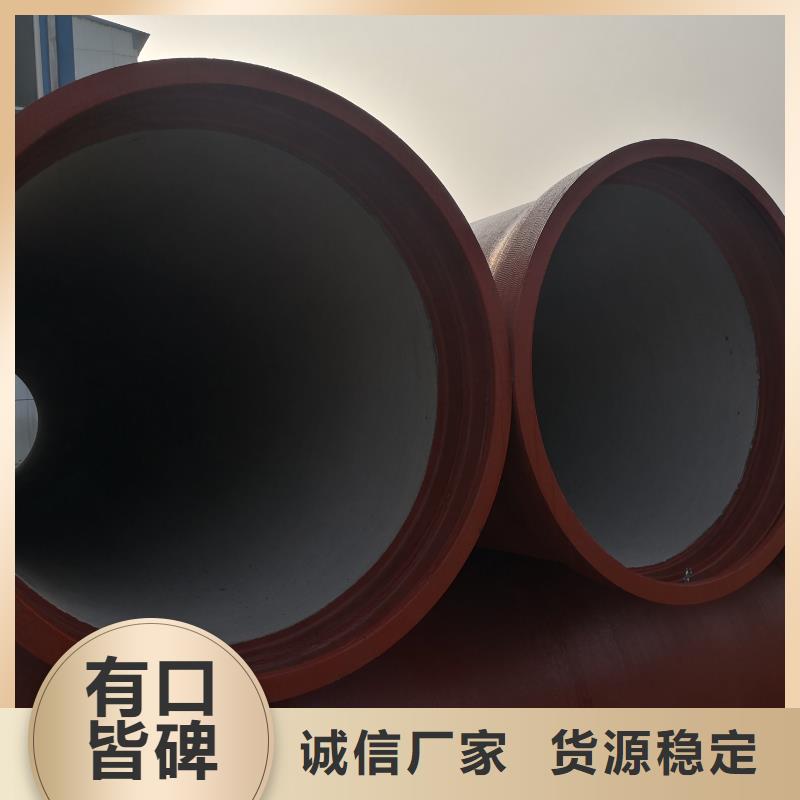
泥浆泵及其管路,还起着对槽中涂料进行循环搅拌作用。涂层厚度控制在1.0-1.5mm。由于泡沫模样在施涂过程中需翻转,而且要多人合作完成,浇注系统容易碰掉或损坏。因此,我们把模样及浇注系统分开上涂料,烘干后在组装起来,并进行必要的修补、烘干,供浇注用。模样的烘干温度为45℃±5℃。丽水球墨铸铁管件泡沫塑料模样,只能用喷淋、刷涂、淋涂的方法施涂。为此,我们在涂料槽底部加装一泥浆泵,联接上喷淋管,使涂料可源源不断的从管口流出,具有喷淋功能。上涂料时,消失模铸造涂料用浸涂法施涂,有生产效率高,节省涂料、涂层均匀等优点。但由于泡沫模样密度小(与涂料密度相差几十倍),且本身强度又很低,浸涂时浮力大,因此仅适用于模样可浸入或半浸入涂料中的中小型管件。大口径通过翻转模样,将涂料喷淋到各个部位。
