
(一)成品冷拔圆钢产生椭圆的原因及调整:1、成品圆钢产生椭圆的原因有:(1)成品孔错牙。(2)对角线位置磨老。(3)进口导板偏斜。2、成品圆钢产生椭圆的调整方法:(1)若是成品孔错牙,需将下辊往对角线直径短的一侧移动,其移动的距离约等于两对角线差的一半,即可将对角线直径不相等的缺陷纠正过来。(2)若是轧槽磨老必须换槽。(3)若属于进口导板倾斜,应将导板调正。(二)成品圆钢的水平直径和垂直直径不合也会形成椭圆。它主要有以下几种情况:(1)圆钢的水平直径大,垂直直径也大。应使成品前的椭圆轧件高度缩小,即使成品前上辊适当降下(尺寸调小),成品的上辊适当下降(尺寸调小)。如果成品前的椭圆因上辊的下降产生耳子,应使进人椭圆的立椭圆轧件适当缩小尺寸。如果缩小进人椭圆的立椭圆轧件,亦产生过充满现象时,应同样往前一孔调整,使其消除过充满现象。(2)如果圆钢的垂直直径稍大,水平直径正好,如前所述,应降下成品前孔上辊和降下成品上辊。(3)圆钢的垂直直径正好,水平直径稍大,应使成品前椭圆件高度缩小。(4)圆钢的水平直径比规定的小时,应使成品轧辊上辊适当降下;如仍然小时,则使成品前椭圆放大。(5)圆钢的垂直直径比规定的小时,而水平直径正好或较小,应放大成品前椭圆断面尺寸,成品上辊亦适当上升。如果水平直径较大时,只将成品上辊适当升起即可。(6)成品孔进口导板偏斜也会造成水平直径大,同时一侧有鼓棱,严重时形成耳子。
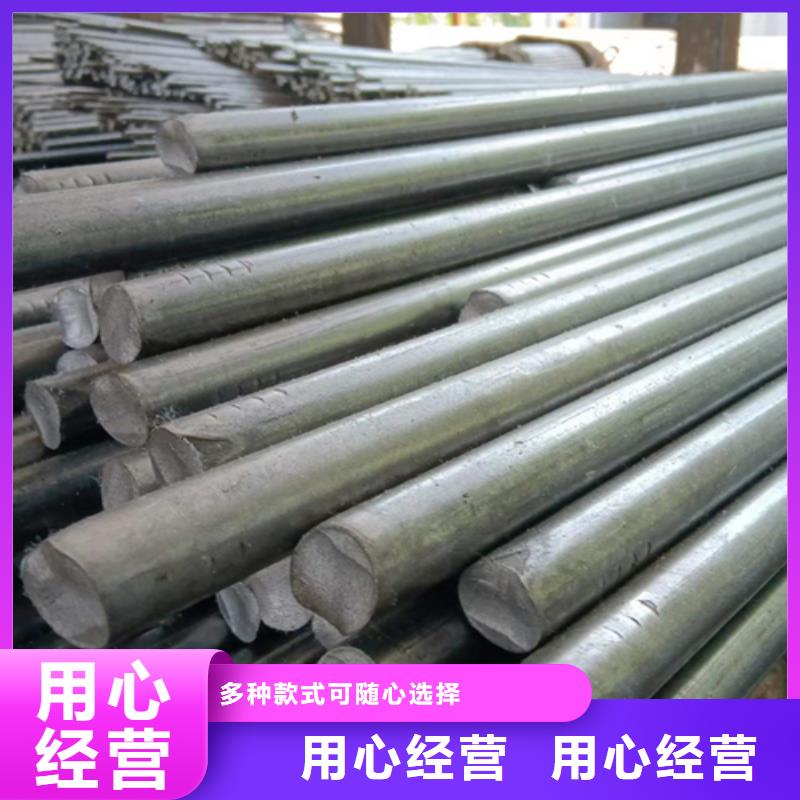
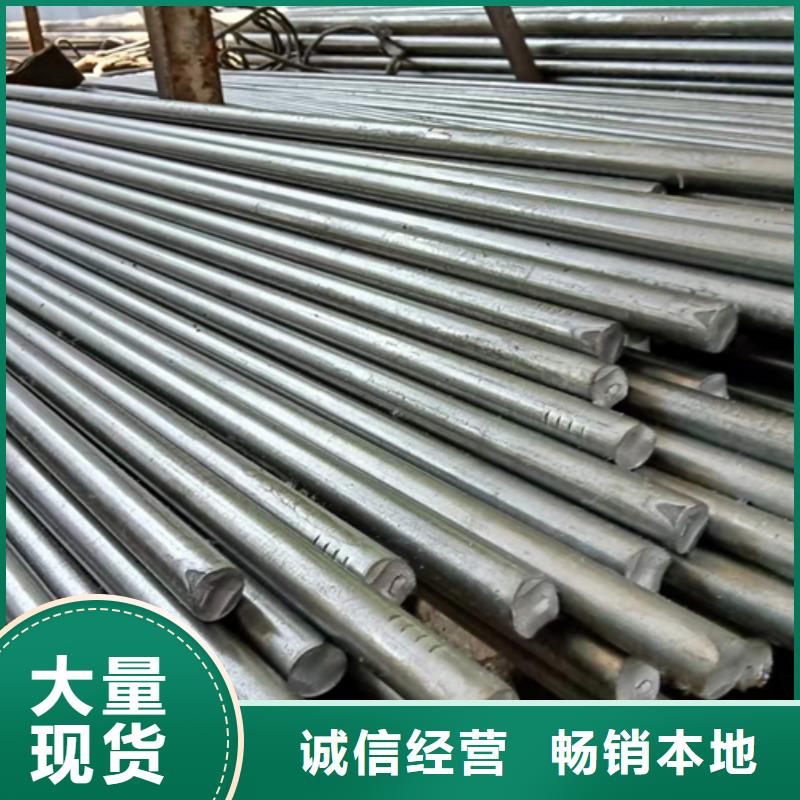
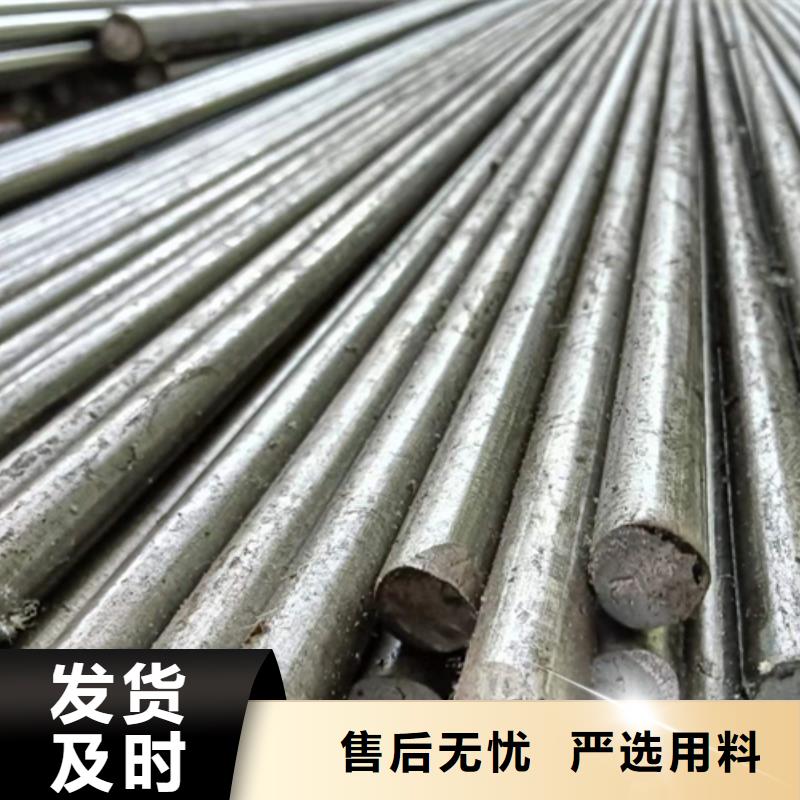
Q345光轴光亮棒银亮棒圆钢无差价直销 <金华>鑫泽金属制品有限公司
<金华>鑫泽金属制品有限公司

在加工过程中合操纵冷拉冷拔圆钢缘故皱褶冷拉圆钢在加工过程中很有可能会造成发皱板损毁,不但提升了产品成本,另外也导致了原材料的消耗,必须具体分析,并可控。殊不知,工作在加工过程中发皱冷拉圆钢是:1,BHF不够,不适当的夹紧空隙应对內部的外紧松难题。2.汽车机油过多或过度经常刷牙漱口頻率,或刷牙漱口不善部位。如图所示3所显示,检测胚料冲过软的,低抗压强度的原材料,坯件规格很小,原材料HID。如图16所显示,粗略地精准定位不是平稳的,造成部分原材料藏,不善牙齿咬合面样子,造成徒步入料不匀称。5,不适度的冲压模具方位。是操纵冷拉圆钢皱褶对策以下:1,冷拉圆钢起绉主视图情况下,即便周边的板中造成皱褶,判断比夹紧力要少,在辊隙力的慢慢提升,能够清除。当拉申圆锥体和半球型预制构件理应提升,以提升在上述边梁的内直徑,以消除皱纹拉深筋拉申地应力。选用在紧后松的标准,以清除在紧外松,难题。2,用以润滑脂,油刷工作中应在依照标准系统要求开展,以保证油炭刷和炭刷的恰当部位的油,防止导致皱褶。3,零件毛胚过软,而不容易危害车子的规定,保质保量的构件和防止发皱冷拉圆钢。4,提升精准定位,再加预弯折流程,如必须,以保证不产生压构件时辐板蛇行难题。更改原材料的表层工作压力的样子,以保证零件的品质,防止了辊隙的表层样子不挪动,造成徒步入料不匀称。
 Q345光轴光亮棒银亮棒圆钢无差价直销
Q345光轴光亮棒银亮棒圆钢无差价直销
 <金华>鑫泽金属制品有限公司
<金华>鑫泽金属制品有限公司
