

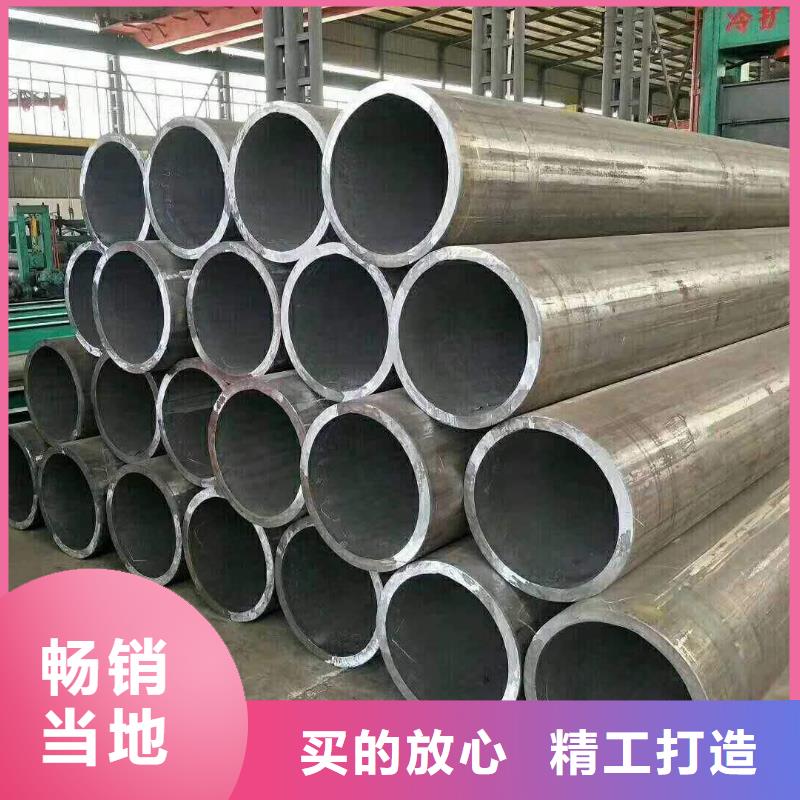

无缝钢管也是工程中经常有看到在使用的材料,我们在使用的时候也是要注意表面尽量不要被划伤,对于无缝管的表面也是 容易被损坏的部位,不管是加工还是放在仓库还是以后的工作,我们要尽量做好无缝管表面的保护工作,下面我们就来说下无缝管的表面容易出现哪些损伤呢?
1.划痕
为了防止工艺润滑剂或生成物和/或污物积留,必须对划痕和其它粗糙表面进行机械清理。
2.热回火色和其它氧化层
如果在焊接或修磨过程中不锈钢在空气中被加热到一定的高温,焊缝两侧、焊缝的下表面和底部都会出现铬氧化物热回火色。热回火色比氧化保护膜薄,而且明显可见。颜色决定于厚度可呈见彩虹色、蓝色、紫色到淡黄色和棕色。较厚的氧化物一般为黑色。它是由于在高温或长时间在较高度下停留所致。当出现任何一种这类氧化层时,金属表面的铬含量都会降低,造成这些区域的耐腐蚀性降低。在这种情况下,不仅要消除热回火色和其它氧化层,还应对它们下面的贫铬金属层进行清理。
3.浮铁粉或嵌入的铁
在不锈钢管表面上,游离铁都会生锈并使不锈钢产生腐蚀。因此,必须清除。浮粉一般可随粉尘一起清除掉。有些粘着力很强,必须按嵌入的铁处理。除粉尘外,表面铁的来源很多,其中包括用普通碳钢钢丝刷清理和用以前在普碳钢,低合金钢或铸铁件上使用过的砂子、玻璃珠或其它磨料进行喷丸处理,或在不锈钢部件及设备附近对前面提到的非不锈钢制品进行修磨。在下料或吊过过程中如果不对不锈钢采取保护措施,钢丝绳、吊具和工作台面上的铁很容易嵌入或玷污表面。

1958年3月8日在我国的南方-上海
永鑫五金制作厂(1958年7月改为上海永鑫无缝钢管厂
后来改为上海异型钢管厂)的技术人员和工人师傅们一起
在总结生产无缝铜管经验的基础上,研制出了我国 台 Φ76mm穿孔机
结束了上海冷拔无缝钢管长期不能自供坯料毛管的历史。
从而成为我国能生产热轧毛管(冷拔管料管)的第二家无缝钢管厂。后来发展成为我国品种最全、规格最多的异型钢管厂。

厚壁无缝钢管表面的光滑度的堤高方法
厚壁无缝钢管的视频后期制作包括了不锈钢钝化、预酸洗磷化和抹油,依据不锈钢钝化的处理可以改善厚壁无缝钢管表面的光滑度以及提高其整体的耐磨性从而提升 使用寿命,最重要的一点就是可以改善和其他基本金属复合材料的结合,目前针对厚壁无缝钢管进行磷化处理的状况下重要采用三氧化铬进行不锈钢钝化,可以在不锈钢钝化的状况下加上一些活性剂,如氟化物、硫酸铵或硫酸等,促进不锈钢钝化后得到 稍厚的三氧化铬膜。当钝化剂中有氟化物时可降低钢表带表面张力,加速破乳体现,可以提高电抛光作用,使涂层细致光亮。
厚壁无缝钢管不仅要在生产制造的状况下注意相关的生产制造生产流程,还要在后半期的生产制造和处理专业性中确保精确,那般就可以给生产制造的产品再加了双保,促进厚壁无缝钢管不仅在外观上也要质量上更上一层楼了,变成了目前应用专业能力极强的原料。
1、提高铸机的对弧精度,避免 凝固早期的非均相网页页面上应力场过大,防止导致沿位错裂缝。
2、采用适当加快煅造速度和一定范畴以内扩张致冷出水量、提高水的出水量、降低溫度等方法维持强制致冷。
3、严格控制钢材牌号成分,特别是在是碳水分含量的控制。
4、提高轧钢电流的磁效应搅拌,中攀钢水氢压控制在40℃下述

随着这种穿孔机在设备和工艺上的发展和完善,特别是在毛管的壁厚减薄、壁厚不均减小、内外表面质量的提高和穿孔后在线打头的实现等等,形成了用穿孔机穿制毛管后立即打头,然后直接进行冷拔,生产冷拔无缝钢管,即穿孔-冷拔无缝钢管生产线。这种简易生产线,在我国当时非常缺少小直径无缝钢管的条件下,很快就成为较普遍的无缝钢管生产工艺之一。当然,这也是一种在我国特定的条件下“少投入,快产出,浪费资源” 的生产工艺。

