
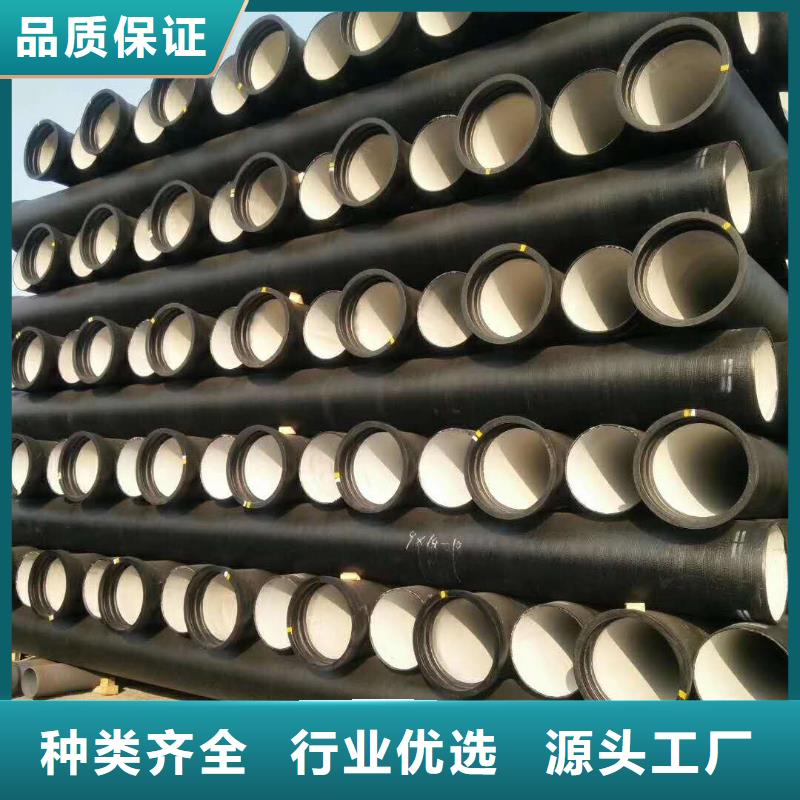









安装程序为:清理承口插口→清理胶圈→上胶圈→下管(排管)→在插口外表和胶圈上刷润滑剂→顶推管子使之插入承口→检查。安装要点:清理管口:将承口内的所有杂物清除擦洗干净。、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。阜阳球墨铸铁管的安装要求1、施工前,对管材、管件、橡胶圈等做一次外观检查,发现有问题的均不能使用。2、管道安装一般采用滑入式“T”型接口,只要将插口插入承口就位即可。施工实践证明,这种接口具有可靠的密封性、良好的抗震性和耐腐蚀性;操作简单、安装技术易掌握;改善劳动条件。是一种比较好的接口形式。
在熔炼方面, 采用感应电炉或冲天炉--电炉双联熔炼,特别是冲天炉--炉外脱硫--电炉保温的工艺流程能提供优质的高温低硫原铁液。在球化处理方面,现在国内外已有的方法达8种以上,国外广泛采用GF转包法和包盖法,我国也正在推广使用。此外,近年来发展的铁液过滤净化技术也已得到广泛应用,成为提高球墨铸铁质量的一种很好的措施。发展孕育技术 孕育技术推动了高强度灰铸铁的发展,并使阜阳球墨铸铁管、蠕墨铸铁的生产更趋完美。凡是经过孕育处理的铸铁,都具有石墨细化、组织均匀和壁厚敏感性小的特点。过去;对孕育技术的发展往往寄希望于开发新的孕育剂,这无疑是必要的。但近年来,孕育方法的改进,特别是迟后孕育,受到了人们的重视。因此,今后在发展孕育剂的同时,可能对孕育技术的研究将转向发展新的孕育方法。
阜阳球墨铸铁管确定合理的加热温度和退火时间 阜阳球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则。
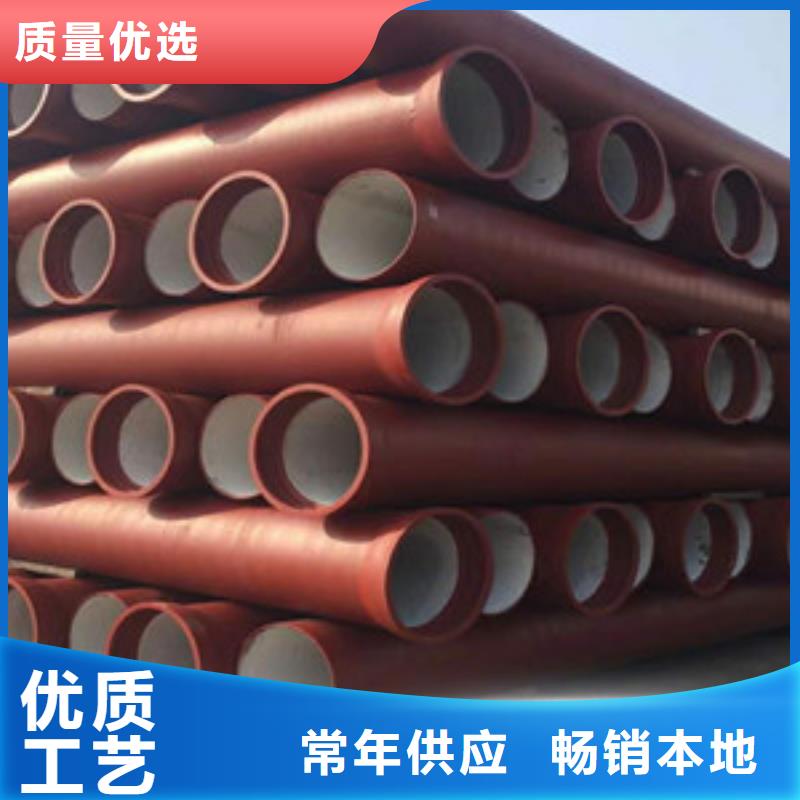
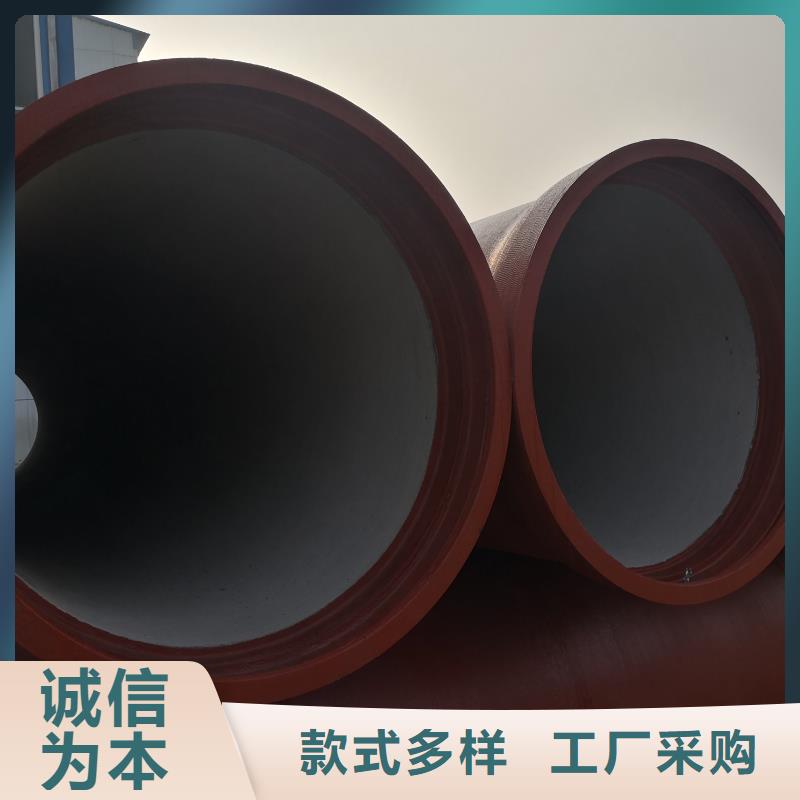
阜阳球墨铸铁管件主要用于做什么环氧煤沥青涂层环氧煤沥青涂层既适用于燃气管道,也适用于污水管道。它是一种双组分涂层,该涂层具有较高的附着力和非常光滑的表面环氧陶瓷内衬适用于污水管道和燃气管道,但是由于制造工艺难度大,成本高,所以在使用上有一定的局限性。环氧陶瓷内衬具有很高的附着力和光洁度,是一种极好的防腐蚀涂层。在退火炉管子上线时保证连续退火的前提下规定热管先入炉,缩短热管的传输时间,使半数管子的入炉温度由环境温度提高到600℃左右。从而提高了管子热送比率和入炉温度,节能效果显著。阜阳球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。沥青漆涂层是用于输送燃气的管道。喷漆前对管子进行预热可以提高沥青漆的附着力,加速干燥。水泥砂浆内衬+特殊涂层这种内防腐措施适用于输送污水的管道,可以提高内衬的抗腐蚀能力。
