


64450<定西>神悦钢材有限公司

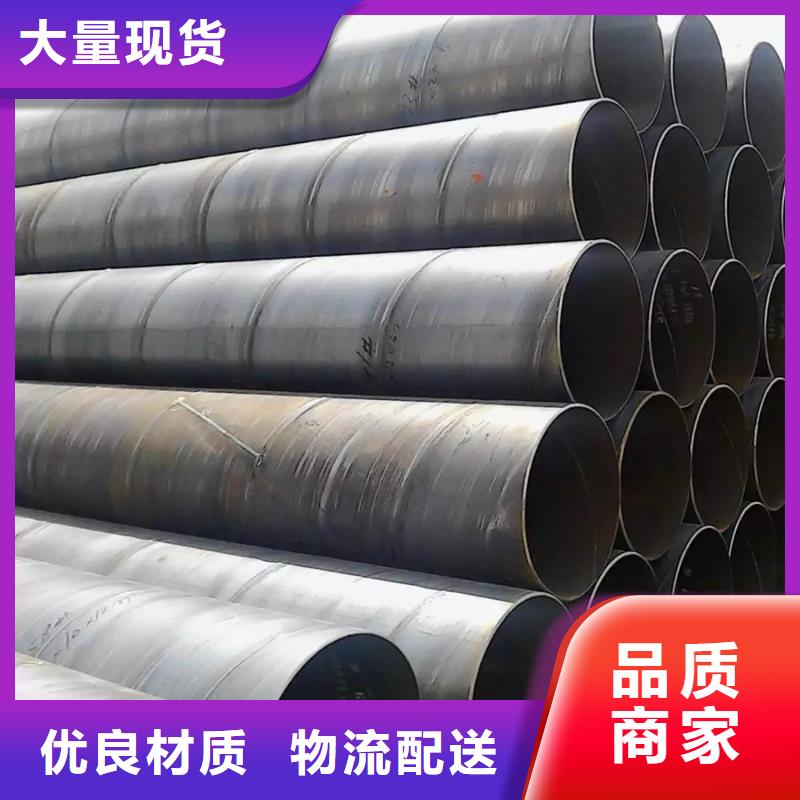
当前,定西16mn螺旋管行业遇到前所未有的困难,市场需求疲软,产能严重过剩,流通成本居高不下,主营业务亏损,企业效益下滑,行业风险日益加大。如何选择适合的 发展战略,推动钢铁业走出困境,成为整个行业面临的共性问题。随着新一代信息技术与制造业深度融合,新的生产方式、商业模式会不断出现。因此,必将对钢铁企业战略选择产生不可抗拒的影响。 通过定西Q345B螺旋管的接头就可以简单的分辨一下大小口径螺旋钢管的质量,这也是对大小口径螺旋钢管成品检验的一个非常重要的内容。也就是通过大小口径螺旋钢管焊缝表面的以及它尺寸上的偏差来分辨。可以借助标准样板和量规以及放大镜等工具来进行检验。如果发现大口径螺旋钢管焊缝的表面出现缺陷的话,那么就说明焊缝的内部有存在着的可能,是大小口径螺旋钢管上如果有这种情况的话则更为明显。
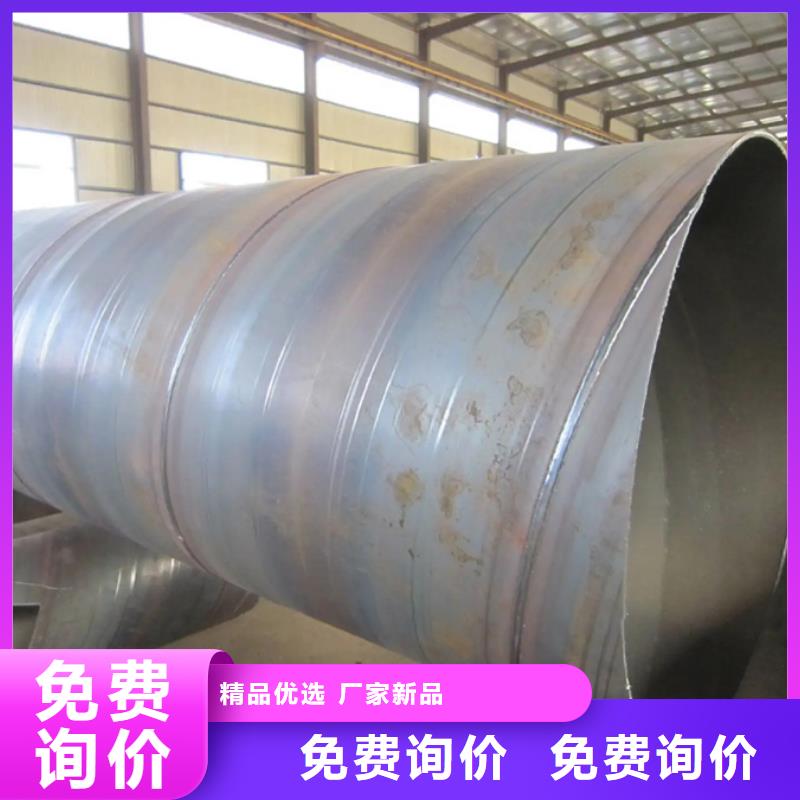
4.定西螺旋管整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现数据的实时传输,生产过程中的技术参数由中央控制室控制。 5.定西螺旋管原料是盘管、导线和熔剂。进入前必须经过严格的物理和化学检验。 6.定西螺旋管剥去钢头尾对接接头,采用单丝或双丝埋弧焊,卷成钢管后,自动进行埋弧焊修复焊接。 7.定西螺旋管成形前,将带钢调平,修整,刨平,表面清洁,运输和预弯曲。 8.定西螺旋管用电接触压力计控制输送机两侧的压力,以确保钢带的顺利运输。 9.定西螺旋管采用外部控制或内部控制辊形。 10.定西螺旋管采用焊接控制装置,确保焊缝满足焊接要求,严格控制管道直径、位错和焊缝。 11.定西螺旋管为了获得稳定的焊接质量,美国的林肯焊机采用单丝或双丝埋弧焊进行内焊和外焊。

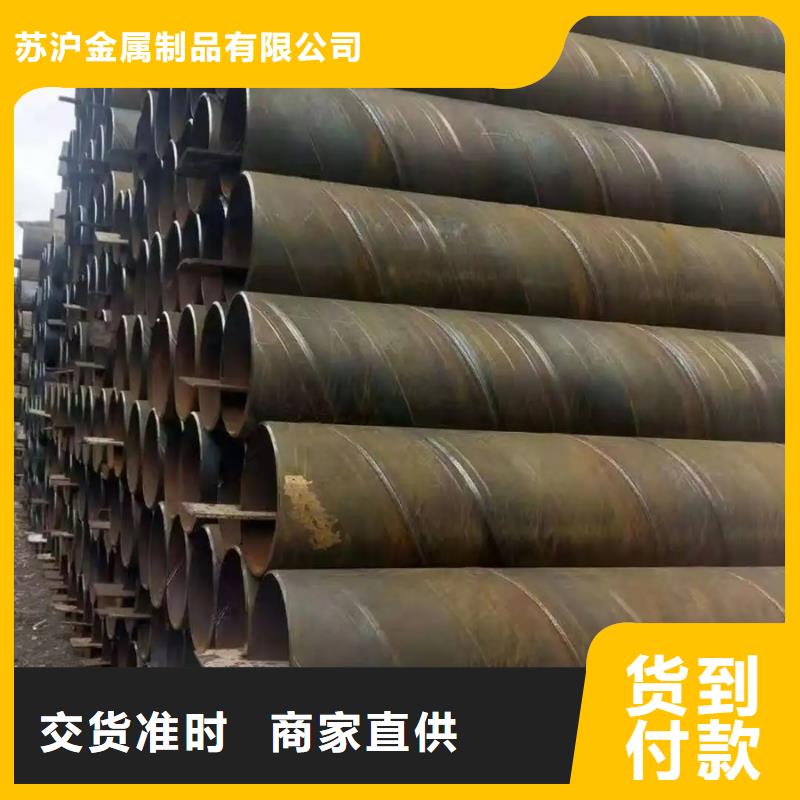
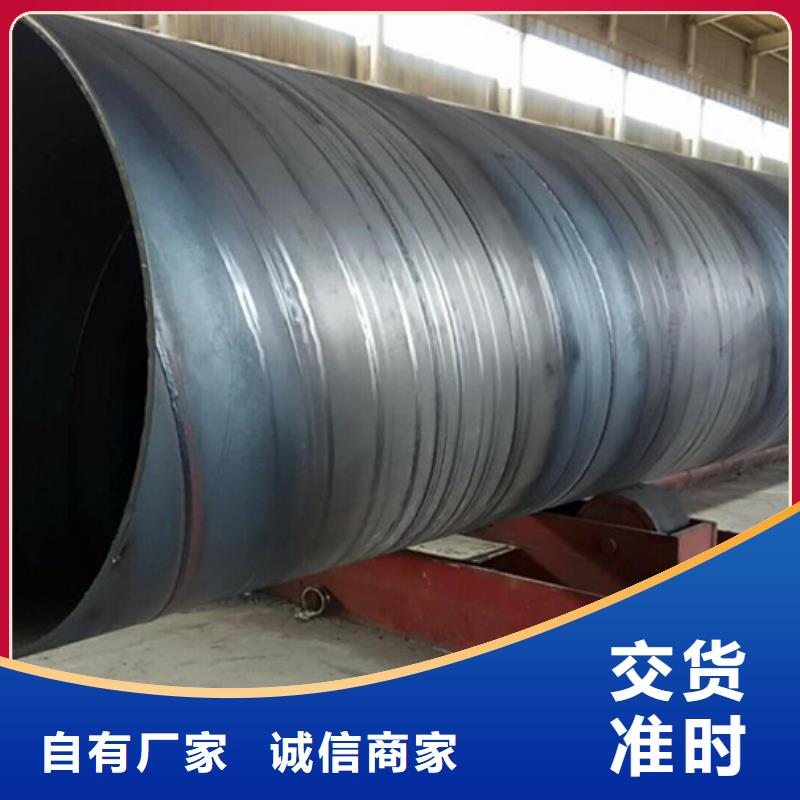
为了进一步优化通用设计方案,定西Q345B螺旋管厂家统一组织开展了大小口径螺旋钢管通用设计调研工作。征求各网省公司基建生产部门。相关设计单位和大小口径螺旋钢管加工企业的意见,对现有方案进行补充、完善和优化本次调研采取书面调研方式。 定西Q345B螺旋管双面埋弧焊接工艺指的是在生产螺旋钢管过造成所才用到制造加工工艺。首先将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。螺旋缝双面埋弧焊钢管是通过成型机将原料带钢螺旋成型,通过内外埋弧焊接,从而生产出不同规格的螺旋焊管。螺旋缝双面埋弧焊钢管生产工艺简单、大中口径焊管生产成本相对比较低,具有低成本运行优势,在中大口径低压输水管、热力管和打桩管等市场具有价格优势。螺旋缝双面埋弧焊钢管特点及其标准分类:低压流体输送用螺旋缝双面埋弧焊钢管 (SY/T5037-2018)双面埋弧焊管的垛与垛之间应留有一定的通道,检查道的宽度一般在0.5m左右,出入通道的宽度根据材料大小和运输机械而定,一般在1.5到2m。双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。
