


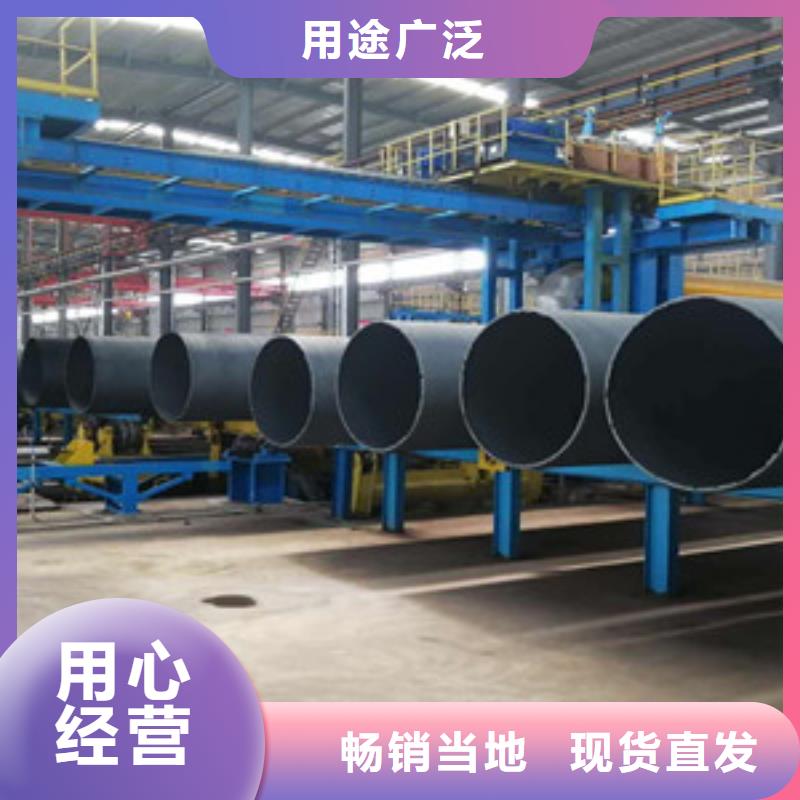






球墨铸铁管更为重要的是,铸件的硬度均匀、切削性能显著改善。在此基础上,国际标准ISO 1083《球墨铸铁分类》2004年修订时,补充了一项“高硅球墨铸铁”的牌号JS500-10。球墨铸铁管件都是由控制基体组织中铁素体与珠光体所占的份额、以确保力学性能符合要求来实现的。一般说来,生产这类球墨铸铁件时,球墨铸铁管 随着对球墨铸铁认识的逐渐深入,十多年前,欧洲就开始注意到硅在球墨铸铁中强化铁素体的作用,瑞典的研究工作发现:用途很广的500-7牌号球墨铸铁中,将硅含量提高到3.5%,基体组织全部是铁素体,不仅可以在保持抗拉强度在500MPa的条件下提高伸长率,应力求通过控制铸铁的化学成分和生产过程中的各项工艺条件,使铸件的铸态组织符合要求,以避免费时、耗能的热处理工序。 在工艺控制不足以确保铸铁强度的情况下,加入少量铜、镍之类的合金元素,也是常用的应对措施,但是,这样做,既提高了生产成本,还要耗用珍贵的资源。
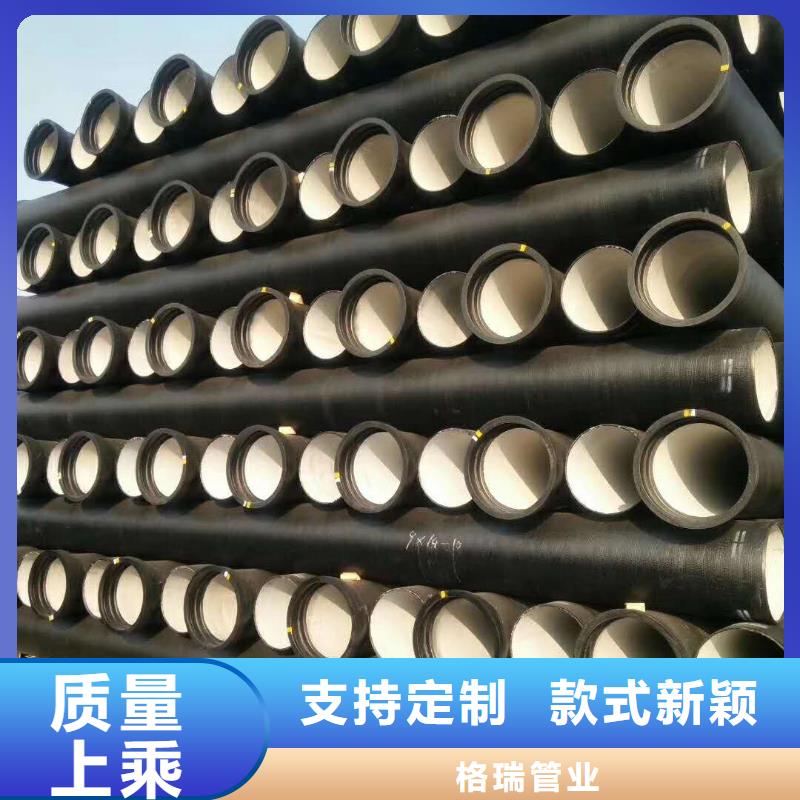
球墨铸铁管其切割基体的作用较在灰铸铁中大为减轻。通过控制基体组织,可以在很大的范围内调整球墨铸铁的力学性能,以适应多种不同工况条件的要求。球墨铸铁管常规的球墨铸铁目前已有10多种牌号,抗拉强度可以在350~900 MPa之间改变, 伸长率则可相应地在22%~2%之间改变。 球墨铸铁管卡套式连接(铝塑复合管)用锁紧螺母和开口压紧环将管材压紧于管件上的连接方式。特点:卡套式管件密封面短,安装方便简单,无需专用工具,可以拆卸,一般使用于2632以下规格的自来水和燃气系统。优点:连接牢靠、耐压能力高、耐温性,密封性和反复性好、安装检修方便、工作安全可靠等。以上就是为常见的一些管道连接方式,具体用哪种方法连接主要视工况而定球墨铸铁管件时,球化率、石墨球数量和石墨球平均尺寸等是基本的质量要求。在石墨球化正常的条件下,除等温淬火球墨铸铁和高镍奥氏体球墨铸铁外。

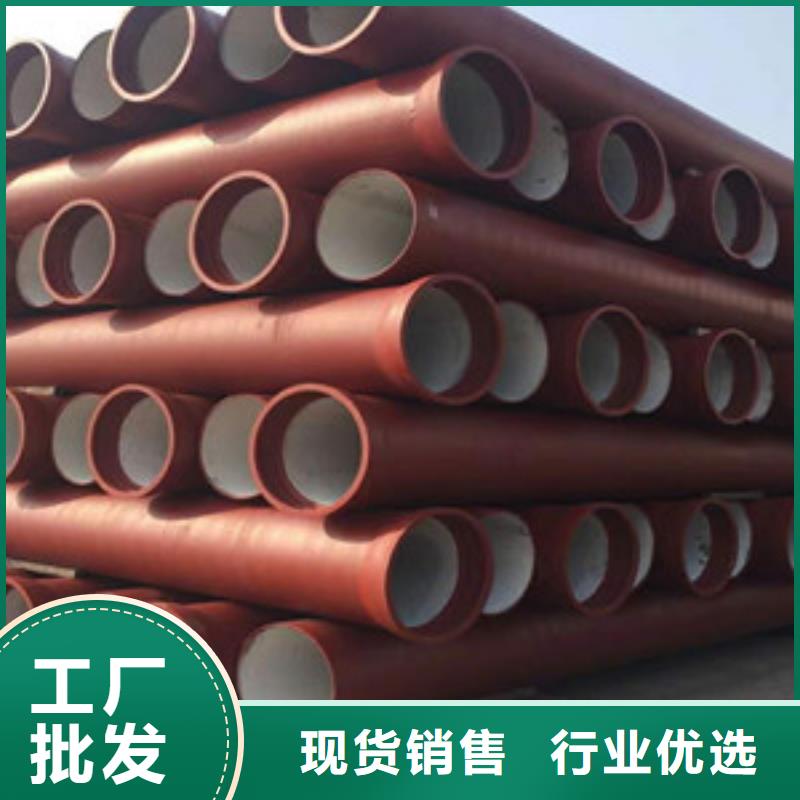
目前焦化企业采用烟气再循环装置+中低温SCR工艺(或活性炭协同治理工艺),可将氮氧化物控制在150mg/ m³以下。要将焦炉烟气氮氧化物控制在130mg/ m³以下,达到本标准的要求,企业需进行技术改造,通过提升焦炉烟气温度、增加催化剂层数等实现达标排放。据测算,《钢铁工业大气污染物超低排放标准》实施后,全省钢铁行业颗粒物、二氧化硫、氮氧化物削减比例分别为15.9%、64.8%、64.9%。《炼焦化学工业大气污染物超低排放标准》实施后,全省焦化行业颗粒物、二氧化硫、氮氧化物削减比例分别为23.0%、56.7%、59.1%。球墨铸铁管在生产中就进行了内外防腐处理,给用户安装带来了方便,但也增加了用户检查内在质量的难度。氮氧化物:焦炉烟气氮氧化物初始浓度一般为700-800 mg/m³(4.3米焦炉)、800-1400 mg/ m³(5.5米焦炉)。

球墨铸铁管的安装主要包括以下步骤选址,从土壤质量、附近管线等角度来选定球墨管的安装路线,并形成施工图纸,特别要注意的是要避免一些腐蚀性的管道安装要平,管子之间应成直线,遇有倾斜角时,要小心。将连接管道的接口对准承口,若插入阻力过大,切勿强行插入,以防橡胶圈扭曲。管道安装和铺设工程中断时,应用其盖堵将管口封闭,防止土砂等杂物流入管道内试压前应在每根管子的中间部位适当的覆土。球墨铸铁管的安装步骤是什么不安全安装路线。铺管,管过程中需要用到挖掘机、吊装机等大型设备。
