





为了让您更地了解我们的承压保温水箱规格齐全辉煌,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:承压保温水箱规格齐全辉煌的图文介绍

本规程适用于我公司一、当地二类压力容器、当地类外压力容器(正文中简称容器)及管壳式换热器(正文中简称承压保温水箱)的制造。常压容器的制造及容器、当地换热器的修理可参照执行。
本规程根据GB150-1998《钢制压力容器》、当地GB151-1999《管壳式换热器》、当地HG20584-1998《钢制化工容器制造技术要求》、当地《压力容器技术监察规程》(1999)的有关规定,并结合我公司几年来压力容器、当地换热器制造经验和现有装备能力而制订。对于制造较复杂的、当地大型的、当地有特殊要求的容器设备,应由公司技术总负责人、当地技术管理部门、当地技术人员及有经验的工人师傅一起讨论研究,制订出具体可行的施工方案进行施工。
施工人员在施工过程中,应严格按图纸和工艺卡要求进行施工,如因图纸错误或加工制作误差等原因影响到零部件组装,应及时与工艺人员取得联系,以求问题解决。


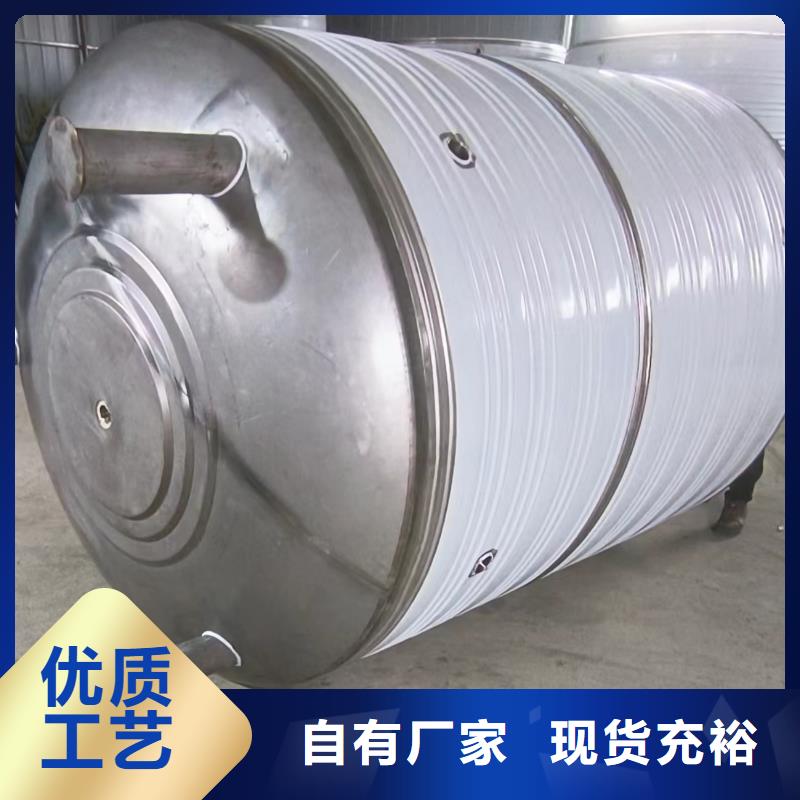
焊接试板:承压保温水箱
2.6.1、当地一、当地二类压力容器应每台制作产品焊接试板,试板应连接在筒节纵缝的延长线上,与筒节纵缝一起焊接,试板尺寸为450*125二块,试板材质及厚度与筒身材质及厚度一致。
2.6.2、当地当同时需制作热处理试板时,且热试板和冷试板为同材质、当地同厚度时,可将冷、当地热试板连在一起,规格为800*125二块。






承压保温水箱的划线开孔及接管装焊:
3.2.1、当地应按设备管口方位图及标高尺寸,合理布置开孔位置,开孔应尽量避开焊缝。
3.2.2、当地一般容器的划线宜在壳体及两端封头(或法兰)组焊成型后进行,换热器一般在壳程筒体成型后进行。
3.2.3、当地开孔位置划线毕后,须由检验人员严格检验,确认无误后方可开孔。
3.2.4、当地当开孔无法避免焊缝时,则以开孔中心为圆心,1.5倍开孔直径为半径的圆中所包容的焊缝,以及被补强圈、当地支座垫板等覆盖的焊缝,须作100%射线检查,合格级别与壳体接头探伤要求一致。




十堰辉煌供水设备有限公司本着守信誉的原则,不断创新,不断完善自己,在与客户长期合作过程中谒诚为客户所想,为客户所需为宗旨!我们公司专业技术人员能快速解答各项技术咨询,应对每个客户的需求,为您选择合适的 不锈钢生活水箱产品,为你节省不必要的浪费,提供合理,可靠的建议。对 不锈钢生活水箱产品质量,供货周期等的承诺,提供具体货品方案,提供专业咨询服务,提供切实的解决方案。

