


<大同>神悦钢材有限公司
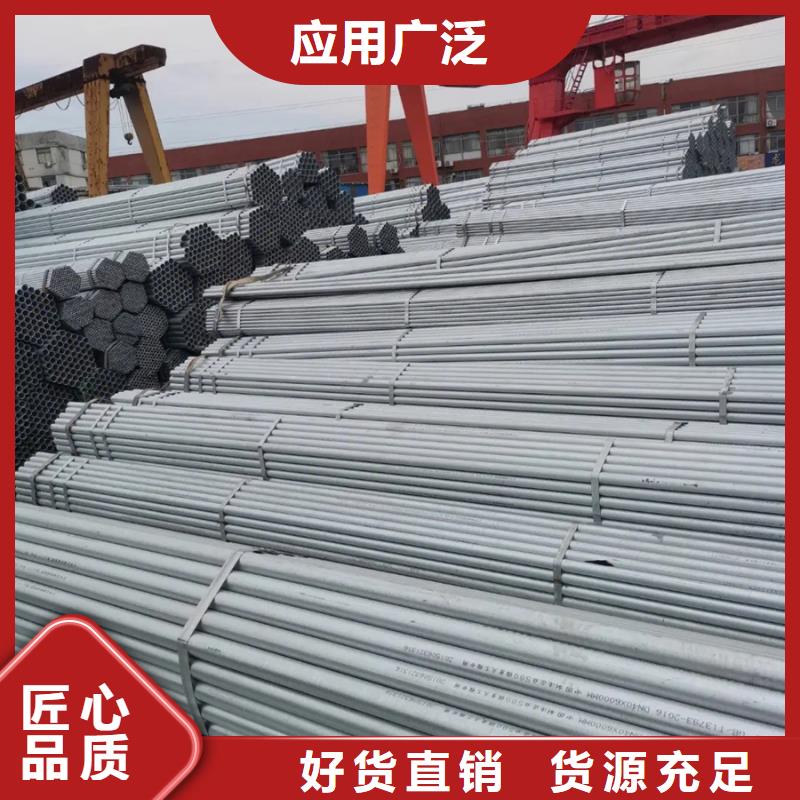
只有对镀锌无缝管进行质量管理,才能进行安全生产工作的操作过程,也是保证操作人员人身安全的必备要素。 重点应用大跨度钢网架、工程项目房屋建筑钢结构工程施工、电力安装工程及高压输变电工程建设工程、自动化机械、海底隧道、道路、公路桥梁、市政管网 、基础路基、基础打桩、水气管道、公路建设等公共服务设施。 根据大同镀锌管焊接工艺相关技术标准,对焊丝和焊膏的规格进行检查,防止因焊丝误操作造成电弧焊和电焊的安全生产事故, 焊膏。 二是对弧焊点焊生态环境进行监管。 当自然环境较弱时,应采用相应的方法进行弧焊和电焊。 焊前检查焊接规格和型号,包括间隙、钝边、视角和通缝,均不符合制造工艺要求。 大同镀锌管在埋弧自动内外弧焊的整个过程中,所使用的加工工艺参数,如弧焊量、焊接工作标准电压、焊接焊接速度等都是有问题的。 在监理电焊工埋弧自动式内外弧焊时,可灵活应用镀锌无缝管端弧板的长度,提高内外弧焊电焊弧板的应用效率,有利于 改进液压钢管端部。 弧焊焊接质量。 监督弧焊和电焊工作的工人是否先将煤灰清理干净,接头是否已经解决,焊接处是否有机油、铁锈、熔渣、水、油漆等。
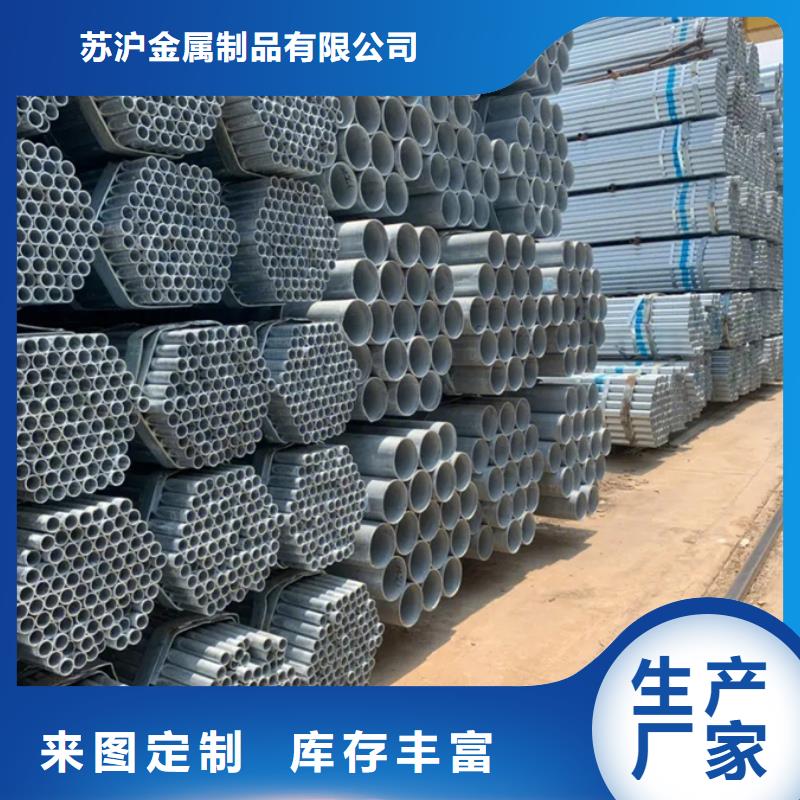
大同镀锌管由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。热镀锌是将除锈后的钢构件浸入600℃左右的高温锌液中,使钢构件表面附着一层锌层。从而达到防腐的目的。 近年来,轻钢结构体系中出现了大量压型钢板。大同热浸镀锌也用于防止腐蚀。热镀锌的 道工序是酸洗除锈,然后是清洗。这两个过程的不完善会给防腐留下隐患,所以必须彻底处理。钢卷定位正确后,可将开卷机的左右锥头插入钢卷中同时旋转,将导头送至夹送辊,压紧夹送辊上辊 下降,线圈小车和磁辊可以回到原来的位置。 为使弹簧钢带运行准确,开卷机在运行前可整体轴向移动150mm。开卷机启动后,带钢通过夹送辊到达配有除尘装置的矫直机。将拉直的弹簧钢带用滑动式液压剪裁切到钢带的头部和尾部切割后的钢带头可以立即滑入废纸箱,切割后的钢带尾部可以由外部的输出装置收集线在专用的收集箱中。


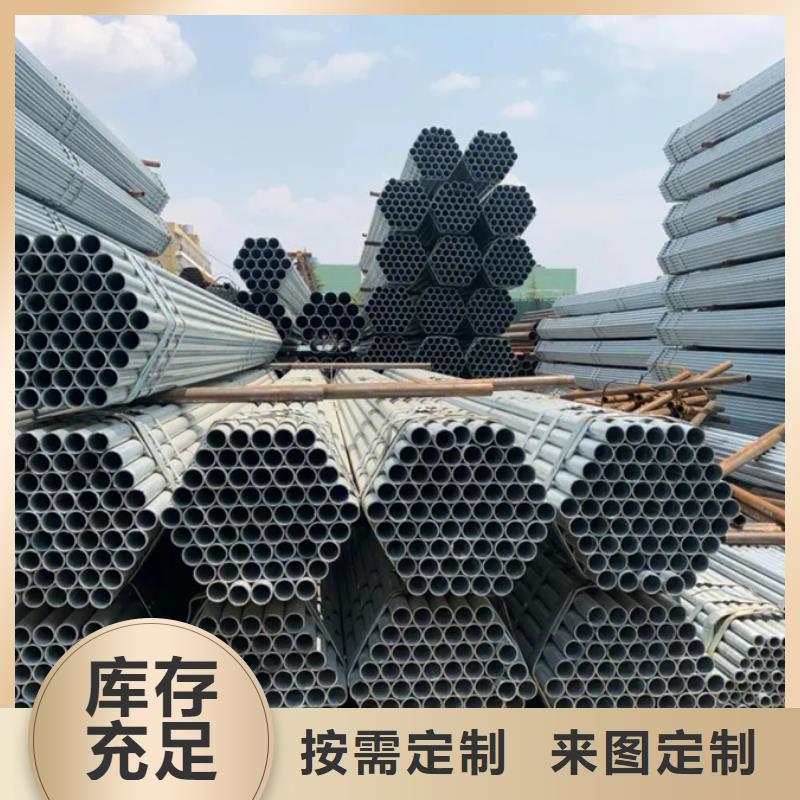
大同热镀锌管的选择应考虑实际操作规范,如手动或自动操作,面板机的特点和类型,以及约束原材料的质量要求,如强度和光泽度。此外,在选择热镀锌钢管的有效厚度时,要了解其使用时间、质量和弯曲应变,还要考虑板材在工作压力下的抗拉强度要求;传热特性;工作压力的普遍性,螺母的规格。如果热镀锌钢管不够厚,很容易弯曲。 如果厚度很大,大同热镀锌钢管过重,不仅会增加热镀锌钢管的成本,还会继续给实际操作造成不必要的困难。此外,还应考虑热镀锌钢管的生产量或使用量。没有均匀的厚度,但同一热镀锌钢管的厚度应尽可能均匀。一般来说,中型钢管的厚度公差在0.05-0.15mm之间。如果要求太严格,切割成本就会增加。一般是结构热镀锌钢管,抗拉强度和强度都比较强,抗工业设备损坏的专业能力高,使用寿命长,但研磨抛光的生产成本也比较高。一种是有机化学着色法,利用特殊的有机化学有机溶液进行氧化,在热镀锌钢管表面形成一层彩色薄膜。重铬氧化物法、混合醋酸法、橡胶材料法。包括pH氧化和部分碱氧化。
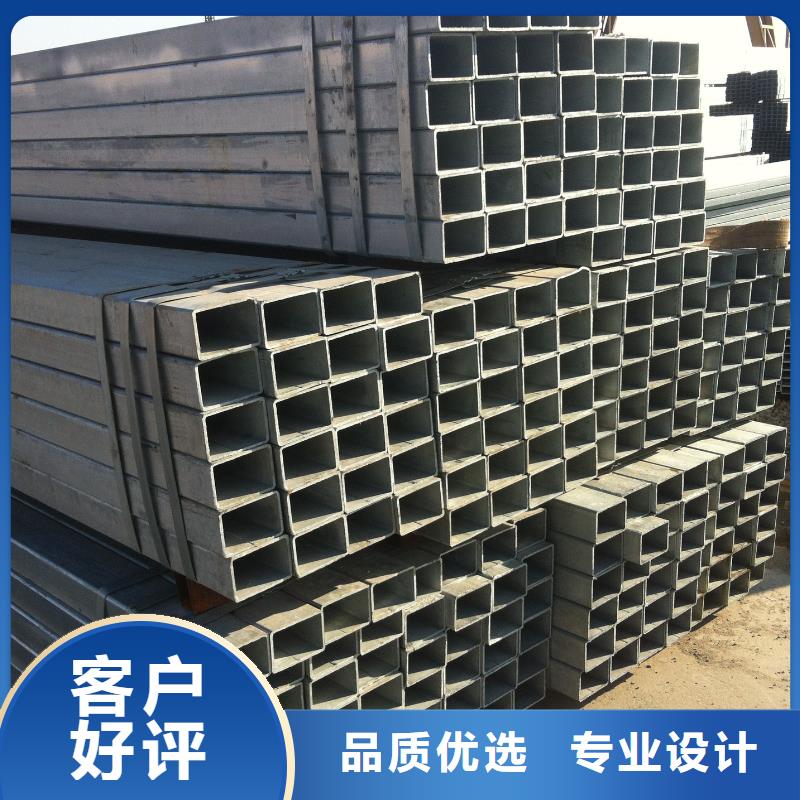
首先,大同镀锌管应分批提交验收,配料规则应符合相应产品标准的规定。一般情况下,焊接钢管管径较小时,一般采用直缝焊,大口径钢管多采用螺旋焊。 按钢管端部形状可分为圆形焊接钢管和异形焊接钢管。 异形焊接钢管主要是指方形和矩形镀锌方管。 按材质和用途不同分为矿用流体输送用焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊用电焊钢管。 根据现行 标准中的规格尺寸表,外径和壁厚从小到大排序。其次,在大同镀锌方管的检验过程中,应进行的检验项目、取样数量、取样部位和试验方法应符合相应产品标准的规定。 经需方同意,热轧无缝直缝钢管可按轧根组分批取样。 在分析检测结果时,如果某项不符合产品标准的要求,应剔除不合格的,从同批次的直缝钢管中抽取双倍的样品进行检验。 重新检验合格的项目。复检不合格的,该批直缝钢管不予发货。 如果复检结果仍不合格,则镀锌方管需一根一根验收,或重新热处理,重新提交一批验收。 产品标准未作特别规定的,应按冶炼成分对镀锌方管的化学成分进行验收。
