


云海旭金属材料有限公司
钢筋套筒工艺操作要点1)钢筋螺纹加工① 加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一致,且经配套的量规检查合格。② 加工钢筋螺纹时,应采用水溶性切削润滑液;当温度低于0℃时,应掺入15%—20%亚硝酸钠,不得用机油做润滑液或不加润滑液套丝。③ 操作人员应逐个检查钢筋丝头的外观质量并做出操作者标记。④ 经自检合格的钢筋丝头,应对每种规格加工量随机抽检10%,且不少于10个,如有一个不合格,即对该加工批全数检查,不合格丝头应重加工,经再次检验合格后可使用。⑤ 已检验合格的丝头,应加以保护戴上保护帽,并按规格分类整齐待用。
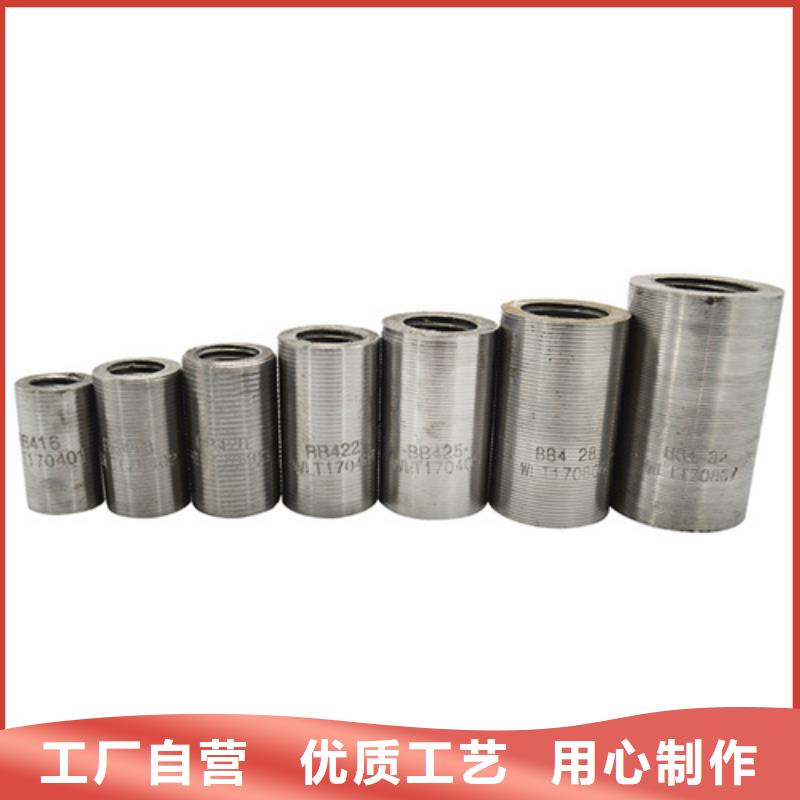
 发货及时的西藏高铁用钢筋套筒生产厂家
此外,钢筋套筒全长275mm,两端内孔的形状和位置公差是不易掌握的,并且钢筋直螺纹套筒较薄处仅有7mm,工序安排不合理会产生变形,将直接影响到钢筋连接套筒的加工精度,钢筋直螺纹套筒的主要面的粗糙度0.8和1.6,加工表面全部需要磨削,并在磨削前必须要安排合理的热处理,总之分体式钢筋连接套筒的主要加工表面必须经过多道加工,才能逐步提高精度以达到要求。建筑人平常工作过程中经常会会遇到各种各样的问题,其中钢筋连接套筒因连接不紧出现松动是其中常见的问题之一,这样的问题如果不及时去解决,就会导致建筑的安全质量不达标,所以了解传统的防松办法是非常必要的。
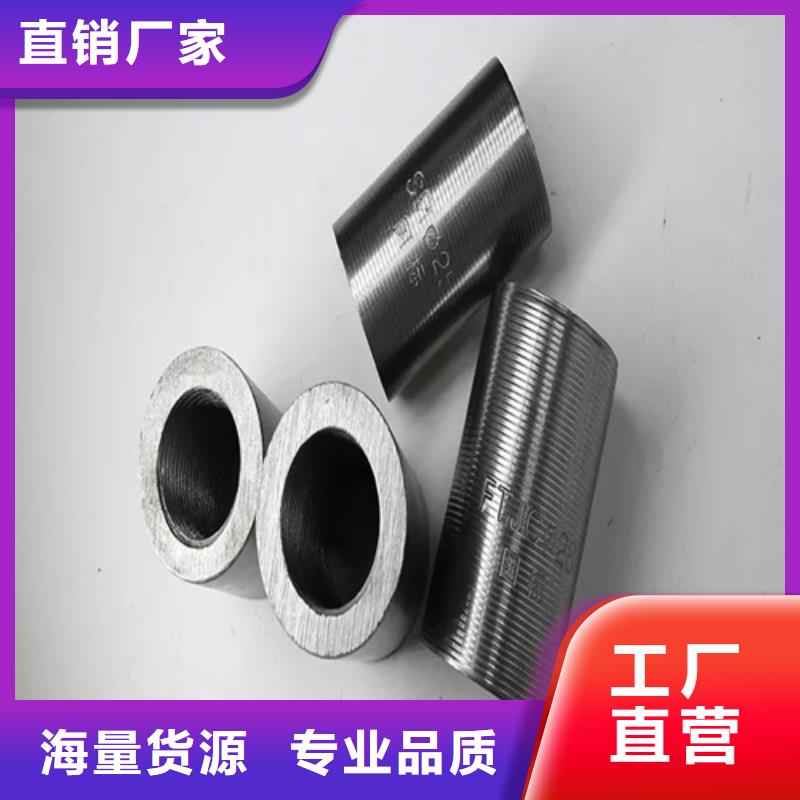
发货及时的西藏高铁用钢筋套筒生产厂家
此外,钢筋套筒全长275mm,两端内孔的形状和位置公差是不易掌握的,并且钢筋直螺纹套筒较薄处仅有7mm,工序安排不合理会产生变形,将直接影响到钢筋连接套筒的加工精度,钢筋直螺纹套筒的主要面的粗糙度0.8和1.6,加工表面全部需要磨削,并在磨削前必须要安排合理的热处理,总之分体式钢筋连接套筒的主要加工表面必须经过多道加工,才能逐步提高精度以达到要求。建筑人平常工作过程中经常会会遇到各种各样的问题,其中钢筋连接套筒因连接不紧出现松动是其中常见的问题之一,这样的问题如果不及时去解决,就会导致建筑的安全质量不达标,所以了解传统的防松办法是非常必要的。

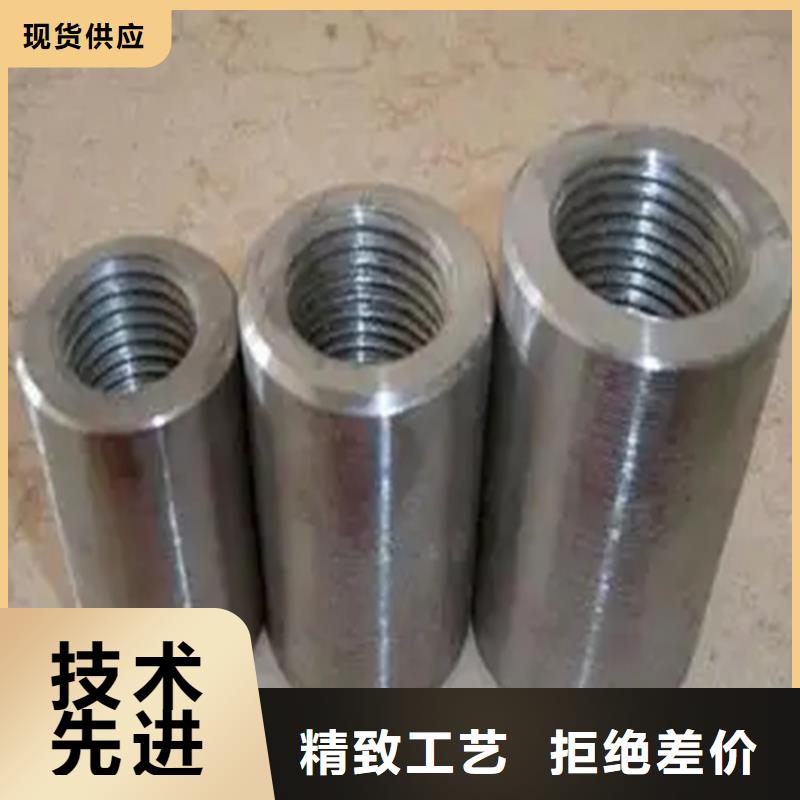
 钢筋套筒规范的紧固件防松方法大致分为以下4种:一、铆接冲床锁定拧紧后使用红色斑点,焊接,粘接等方法,失去了螺纹副的运动副功能不能被删除,并连接到连接。这种方法的缺点是只使用一次,螺栓杆和去除是非常困难的,你必须销毁副方可拆卸的螺栓。在拧紧后采用冲点、焊接、粘接等方法,使螺纹副失去运动副特性而连接成为不可拆连接。二、结构防松是利用螺纹副自身结构,即唐氏螺纹防松方式。唐氏螺纹是由左旋和右旋两种螺旋线复合在同一段螺纹段上,唐氏螺纹同时具有左旋和右旋螺纹的特点。它既可以和左旋螺纹配合,又可以和右旋螺纹配合。联接时使用两种不同旋向的螺母。工作支承面上的螺母称为紧固螺母,非支承面上的螺母称为锁紧螺母。
钢筋套筒规范的紧固件防松方法大致分为以下4种:一、铆接冲床锁定拧紧后使用红色斑点,焊接,粘接等方法,失去了螺纹副的运动副功能不能被删除,并连接到连接。这种方法的缺点是只使用一次,螺栓杆和去除是非常困难的,你必须销毁副方可拆卸的螺栓。在拧紧后采用冲点、焊接、粘接等方法,使螺纹副失去运动副特性而连接成为不可拆连接。二、结构防松是利用螺纹副自身结构,即唐氏螺纹防松方式。唐氏螺纹是由左旋和右旋两种螺旋线复合在同一段螺纹段上,唐氏螺纹同时具有左旋和右旋螺纹的特点。它既可以和左旋螺纹配合,又可以和右旋螺纹配合。联接时使用两种不同旋向的螺母。工作支承面上的螺母称为紧固螺母,非支承面上的螺母称为锁紧螺母。


