

<大同>神悦钢材有限公司
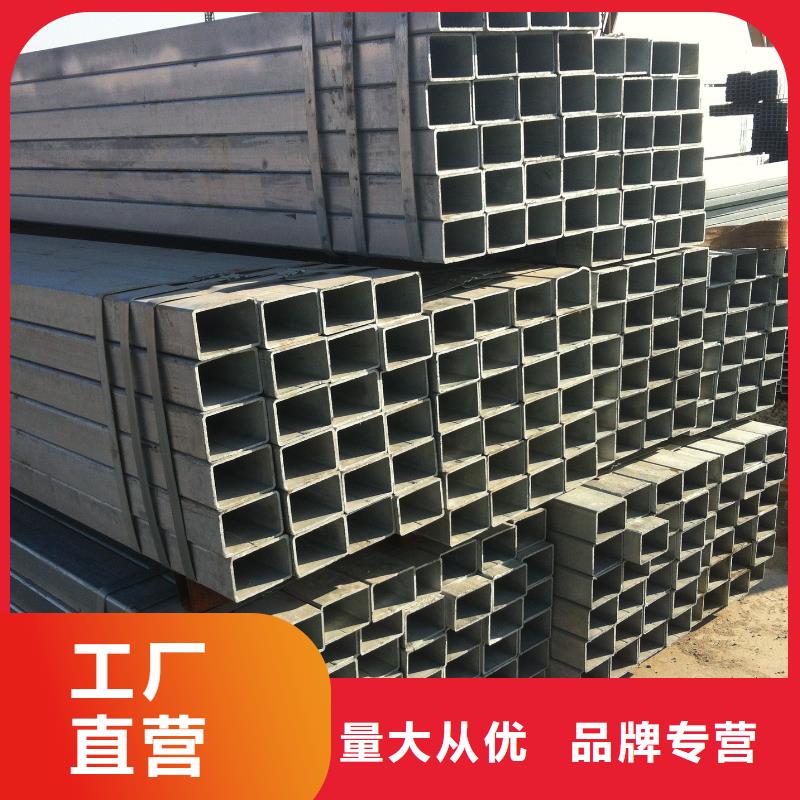
考虑到经济效益,在设计方案规定的条件下,大同镀锌管可以 限度地控制成本,有利于产品的市场销售;镀锌方管制成的零件值得信赖,硬度等级越高,安全系数越高。 镀锌方管不易腐蚀。 事实上,坦率地说,高精度不锈钢管的耐腐蚀性其实是非常好的,因此相应的性价比也很高。 这是因为表面有一层过渡膜,也可以降低其氧化的可能性。但是,因为我们对镀锌方管有太多的放纵,所以对镀锌方管的维护保养并不容易关心。 但对大同镀锌方管的描述表明,过渡膜的耐腐蚀性较弱的部分会因为自激振荡反应而产生点腐蚀反应,小孔的加工制造会随着内容的增加而更加刺激。 附近的氯离子。 水溶液加速蚀刻速率。 再加上不锈钢板内部的应力腐蚀开裂,会破坏不锈钢板表面的过渡膜。 由于镀锌方管两侧液压缸的直径相同,活塞杆两侧的总有效面积相同。
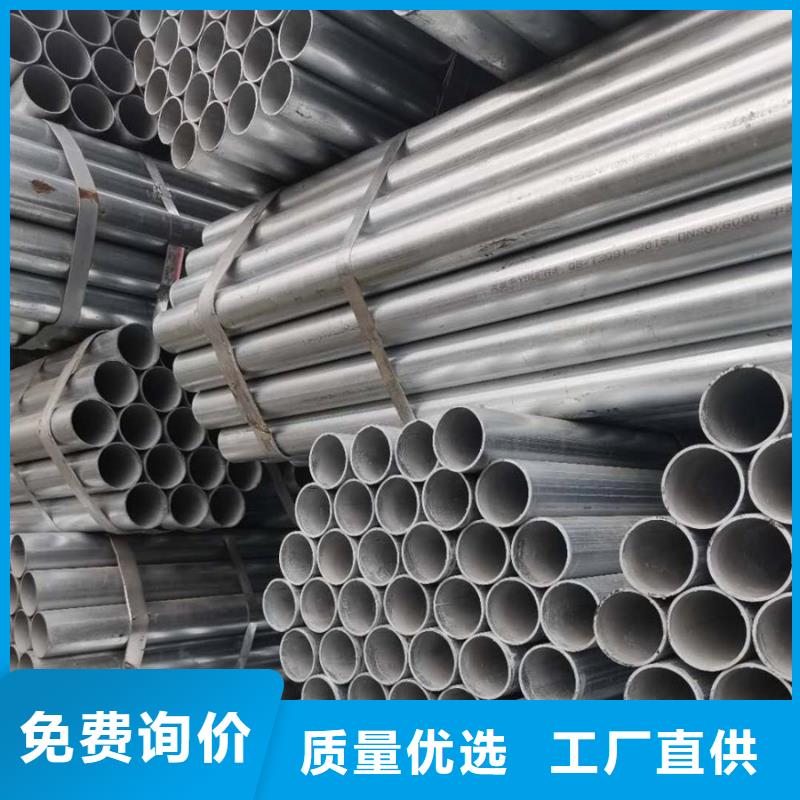
大同热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。


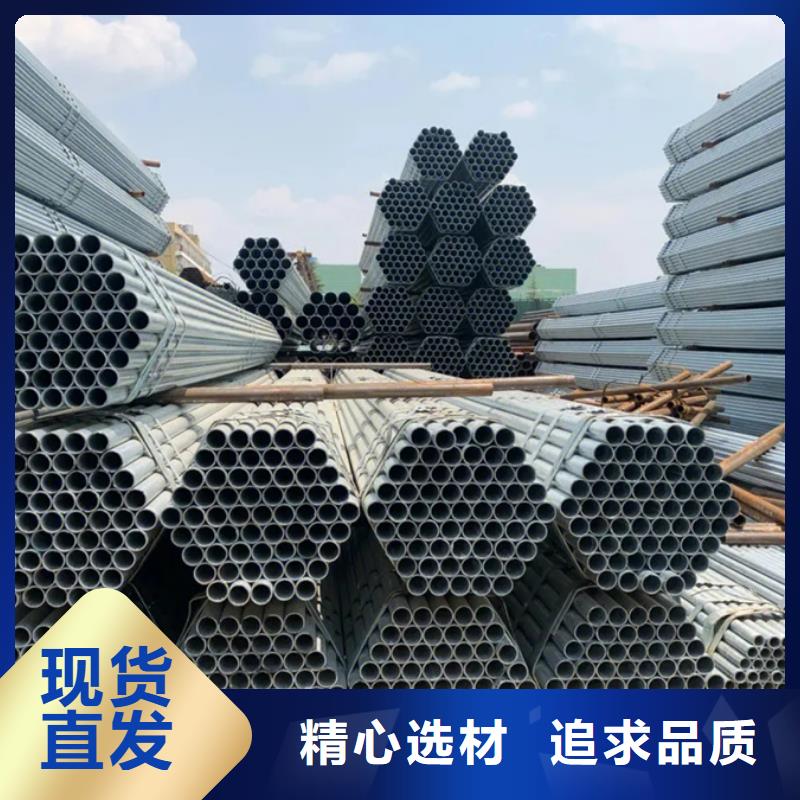
由于深海前沿地区剩余的大型油气田的开发和设计,创造了新的推动力,新的设备和管道布线技术也将再次进行。 大同镀锌方管自动化焊接技术分析大同镀锌方管的主要工业生产在海边管道层面。 这种超级技术的一个突出例子是水下管道的电焊问题。 某公司扩大了水下电焊舱的使用,将更换的管道连接起来,或者“用延中管热插进一根大口径钢管,电焊工作就是在套管内驱动冷水的自然环境” 大同镀锌管在电焊表面保持稀有气体,以获得良好的焊接效果。本公司现采用一种钨极气体保护焊和氩弧焊在主根部。焊接泥浆实用为满足项目附加质量要求而投入运营,该企业还将其SPLIGE III资金投入使用,这是第三代水下焊接舱,可用于海底输油管道的连接和维修, 进行干气超标气压焊接,大口径钢管总直径可达36英寸以上,混凝土外5英寸以上,管道深度可达1000英寸。
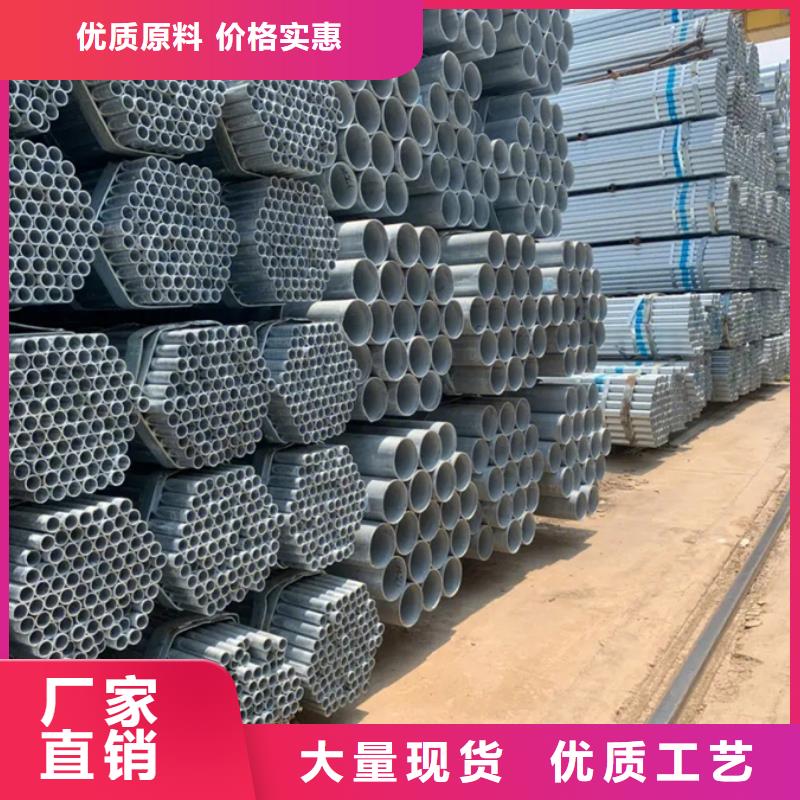
大同镀锌管回弹补偿阶段:扇形块在阶段2的位置开始进一步减速,直至到达要求的位置,即工艺设计要求的回弹前钢管的内圆周位置。 稳压阶段:在扇形块弹回之前,钢管内圆周保持静止一段时间,是设备和扩径过程所需的稳压阶段。 卸荷回退阶段:扇形块在回弹前从钢管内圆周开始快速回缩,直至到达初始膨胀位置,即膨胀过程所需扇形块的小收缩直径。 在实际应用中,在工艺简化时,可以将步骤2和步骤3合并简化,对钢管扩管质量没有影响。 在国内,能生产X120直缝镀锌方管的宝钢、太钢在扩管时均采用了上述五段机械扩管技术。 设计制造各种规格型号的大同镀锌方管模具,使产品形成系列化,在行业内享有较高的声誉。 今天镀锌方管厂家教你如何提高钢管的使用寿命:在钢基材上涂敷是常用的方法,也是各种方法中效果 的一种。镀锌大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。
